| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
| 范圍 | 新余槽鋼價格供應(yīng)范圍覆蓋湖北省、武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市 江岸區(qū)、江漢區(qū)、硚口區(qū)、漢陽區(qū)、武昌區(qū)、青山區(qū)、洪山區(qū)、東西湖區(qū)、漢南區(qū)、蔡甸區(qū)、江夏區(qū)、黃陂區(qū)、新洲區(qū)等區(qū)域。 |

新余槽鋼采購價格
武漢無縫鋼管廣泛應(yīng)用于機械制造、建筑業(yè)、冶金工業(yè)、農(nóng)用車輛、農(nóng)業(yè)大棚、汽車工業(yè)、鐵路、公路護欄、集裝箱骨架、家具、裝飾以及鋼結(jié)構(gòu)領(lǐng)域等。用于工程建筑、玻璃幕墻、門窗裝飾、鋼結(jié)構(gòu)、護欄、機械制造、汽車制造、家電制造、造船、集裝箱制造鋼材、電力、農(nóng)業(yè)建設(shè)、農(nóng)業(yè)大棚、自行車架、摩托車架、貨架、健身器材、休閑和旅游用品、鋼家具、各種規(guī)格的石油套管、油管和管線管、水、燃氣、污水、空氣、采暖等流體輸送、消防用及支架、建筑業(yè)等。
新余槽鋼采購價格
武漢雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產(chǎn)線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預(yù)彎邊:利用預(yù)彎機進行板邊預(yù)彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預(yù)彎后的鋼板的一半經(jīng)過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預(yù)焊:使成型后武漢鋼管合縫并采用氣體保護焊(MAG)進行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進行焊接。超聲波檢驗對螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進行的檢查。8. X射線檢查:對內(nèi)外焊縫進行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)。
新余槽鋼采購價格
武漢螺旋鋼管將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。武漢螺旋鋼管若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬強度下降,受力后會產(chǎn)生開裂;如果擠壓力過大,將會使熔融狀態(tài)的金屬被擠出焊縫,不但降低了鋼材焊縫強度,而且會產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。
新余槽鋼采購價格
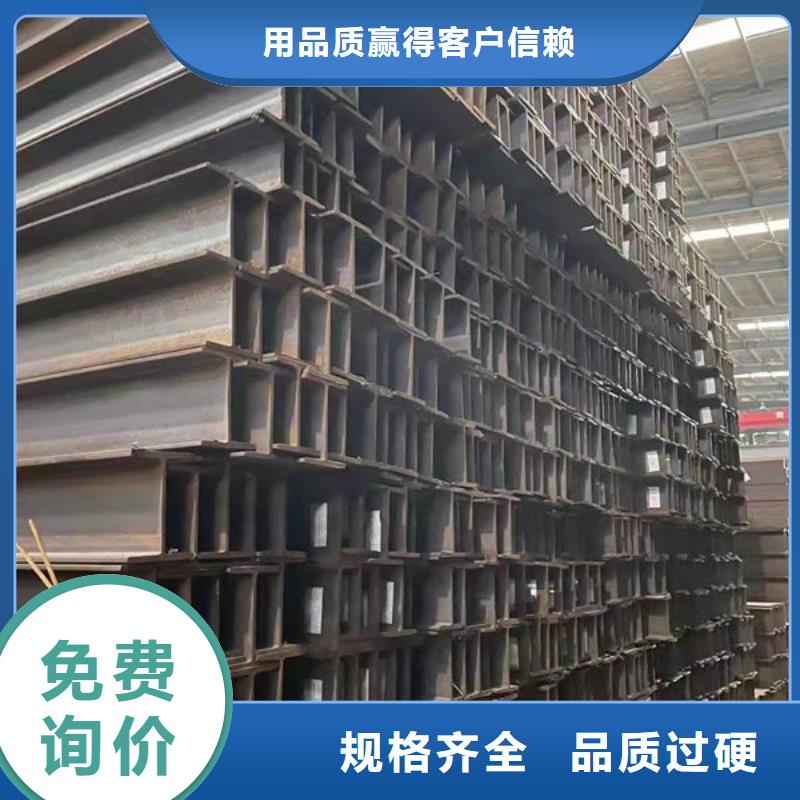
武漢H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。武漢H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設(shè)一組立式軋輥同時進行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機復(fù)雜。國內(nèi)可生產(chǎn)的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋武漢H型鋼國標(biāo)(GB/T11263-1998)將武漢H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣武漢H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與武漢H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
名片")