| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
| 范圍 | 相貫線管子切割機廠商源頭貨源供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 |






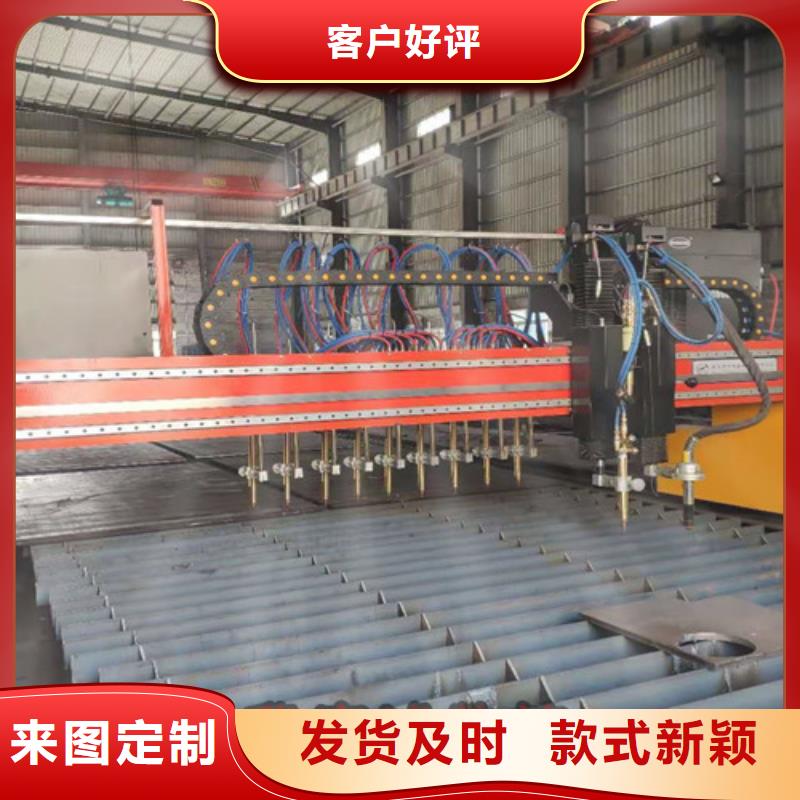
日常的數控等離子切割機加工過程中,為了提高切割質量效果,需要操作人員關注數控等離子切割機幾方面的因素和表現,南通陽光焊割在多年數控等離子切割機設備的研發生產中總結了如下五大要素,希望能給廣大用戶企業一些幫助和參考:1. 數控等離子切割機弧高也就是電弧高度,由于等離子弧是橄欖球外形,所以電弧高度嚴重影響切割質量,假如選擇不當,將會形成切割面不垂直或者嚴重偏向,普通來說,厚板的弧高要小于薄板。2. 數控等離子切割機弧壓經過調理弧壓來調理輸出等離子能量的大小,弧壓越大,輸出的能量就越大。3. 數控等離子切割機延遲主要用于穿孔,延遲的目的是為了可以正常穿孔,是切割時從穿孔到行進所需的時間,厚板時延遲時間要大于薄板。4. 數控等離子切割機移動速度合理的參數只要一個 移動速度。5. 數控等離子切割機自動調高系統自動調高系統中主要調理的是穿孔高度,穿孔高度的設置是為了穿孔時維護割炬,不合理的穿孔高度容易損壞易損件以至形成燒搶的嚴重結果。
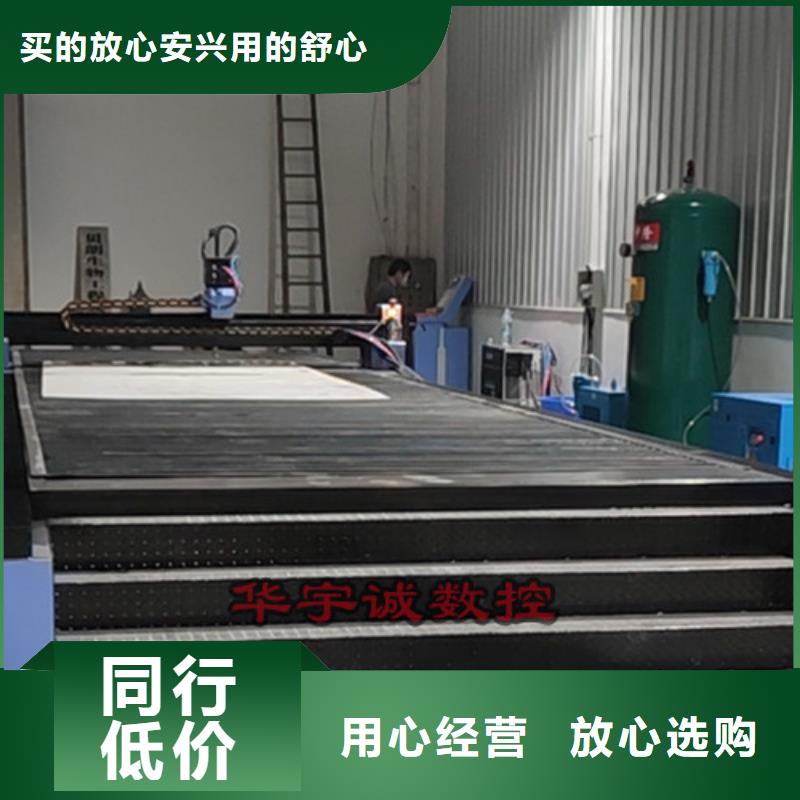
數控等離子切割機一臺需要多少錢 相信大部分廠家負責采購數控等離子切割機的人員在了解功能實操后,想要了解的就是整體的市場價格,那么數控等離子切割機的價格是多少呢?讓我們跟隨工作人員一起來了解一下吧。激光切割機市面上大部分的數控等離子切割機的價位在一萬到六萬不等,有的能到大幾十萬。價格的話首先要與它基本上研發團隊與技術相關。現階段,市場中仍有許多數控機床等離子切割機生產商,它的價格因不一樣精英團隊給予的技術產品品質而不同。如果你想購買時保證基本上的具體權益,選擇一些受眾度高、產品使用點評的團隊。它能夠所提供的數控機床等離子切割機在技術以及質量上相對性,因此其價格要比一般團隊價格貴。數控機床等離子切割機的價錢與不同種類自動切割機緊密相關。在一般的數控機床等離子切割機研發團隊會提供相關型號規格和型號的價格,針對選購的朋友可以更直觀地高度重視型號規格和價格,因此對于人生的選擇都有很好的指導意義。在挑選數控機床等離子切割機時,可以先看一下用過它好朋友是不是強烈它,或是那你去官網比較一下,看一下哪一個生產廠家質量以及信譽度更強,那樣你就可以作出正確的選擇,保證基本的權益。_0097_工程案例 (7).jpg總之,數控等離子切割機的價錢固然重要,但是選擇一家服務好性價比高的廠家更是我們應該要追求的,我們河北信爾自動化歡迎大家前來咨詢采購了解。
在數控等離子切割機過程中,存在穿孔切割和邊緣切割的說法,這兩者之間到底有啥區別呢?兩者之間的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區別?
穿孔切割和邊緣切割的區別,顧名思義,在數控等離子切割機過程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機從鋼板的邊緣開始切割,然后再按照引入線進入圖形切割。在實際生產過程中,尤其是配件加工作業。多數使用的是穿孔切割方法。
大家了解數控等離子切割機的參數后發現,一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數控等離子切割機設備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達到幾千度,當在穿孔作業中,由于溫度擴散面減少近一半,所以對割嘴的溫度影響很大。
等離子切割機在實際應用中,25mm厚的板材就很難實現穿孔切割了,由于不能快速穿透鋼板,導致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!
正確設定數控等離子切割機的弧壓自動調高目前數控切割設備在各工業行業的應用逐漸擴大,但在實際應用中操作人員總會遇到各個方面的問題。今天結合我們海斯科技的弧壓調高器來講解一下關于數控切割機自動調高的設定問題。首先將數控等離子切割機系統切割模式設為等離子模式,開啟弧壓調高器電源。接下來就從下面三個方面來設定自動調高器。圖片1.測試手動調高是否運轉正常試按調高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應沒有上升動作,此時按下降按鈕,割炬應下降;在割炬下限位置點按手動下降按鈕,割炬應沒有下降動作,此時按上升按鈕,割炬應上升,確認上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(下限位開關)損壞。請及時更換損壞的限位開關,否則會因開關不動作導致調高電機損壞。2.初始定位測試按調高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應以初始定位下降脈寬(IHS DOWN PWM)設定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設定的速度上升定位時間(IHS時間),到達適當的起弧高度停止。起弧高度一般為切割高度的1.5~2倍,根據等離子電源的說明書來設定,如切割高度為1.5mm,其起弧高應該為3mm左右。用戶可以根據切割經驗,調整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質量。3.弧壓測試按調高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監視窗口中測到的弧壓值。檢測到的弧壓值應該與弧壓設定值相近。若兩者相差太大,請調整弧壓設定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導致切割質量下降,并引起割炬耗材的嚴重損傷 。經過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數和割炬易損件,輸入電壓,空氣壓力...都有關系,操作人員應該積極去了解和學習設備的相關專業知識,從而積累一些使用經驗。以便讓設備發揮出更好的使用效果!
名片")