| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
| 范圍 | 數控切割機供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 |






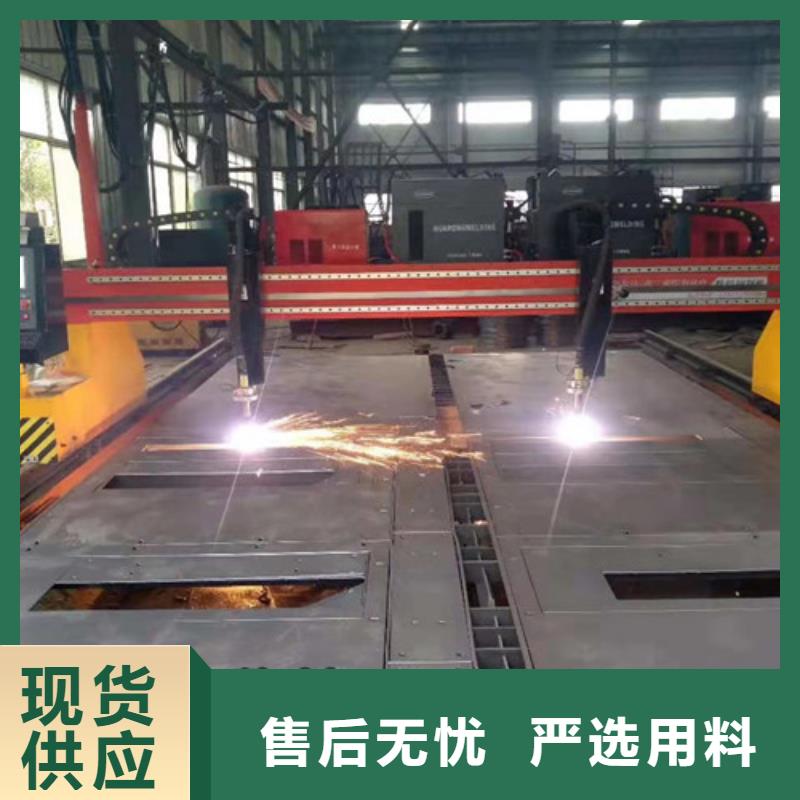
數控等離子切割機有多重形式,不少朋友不知道應該如何選擇?今天奧迅數控切割機小編就和大家分享一下這個話題,數控等離子切割機如何選擇,什么情況下選擇臺式數控數控等離子切割機,什么情況下選擇便攜式數控數控等離子切割機。
數控等離子切割機分為手切和數控等離子,其區別就是引入數控系統,用機械手代替人工,用電腦和弧壓信號來控制等離子割槍運行軌跡,其工藝和效率都有質的。數控數控等離子切割機主要分為三個部分,一是便攜式數控數控等離子切割機,二是臺式數控數控等離子切割機,三是龍門式數控數控等離子切割機。那么在實際使用中應該如何選擇呢?
便攜式數控數控等離子切割機是屬于入門級產品,相對臺式等離子和龍門式等離子來說,這個應用范圍統籌這兩種,但是由于單邊驅動的原因又存在一定局限性。其特點是易移動,靈活多變,門楷低。中小型企業,個體加工戶都能用得起。根據其具體使用范圍來做配套工裝。而臺式數控數控等離子切割機,其特點就是雙邊驅動,有固定的工裝。如果有客戶主要采用等離子切割,買一個便攜切割機然后再焊接工裝,購買等離子電源,其一番操作下來與臺式等離子成本無異。所以針對于主要薄板且只用等離子切割的用戶, 就是臺式數控等離子切割機了。
在數控切割機選用上,如果把龍門切割機和數控等離子切割機比作兩個并排的大圓圈的話,那么便攜式數控切割機的應用范圍應該就是包含了兩者八成以上的大圓。這樣的比喻應該比較直觀形象了。所以在客戶選擇數控等離子切割機的時候,要明確自己加工范圍與用途,薄板 臺式或便攜式,厚板整大板 便攜或是龍門。
以上是選擇數控等離子切割機的一些基本常識,更多有關數控數控等離子切割機以及數控火焰切割機等問題,歡迎關注我們奧迅數控切割!
在數控等離子切割機過程中,存在穿孔切割和邊緣切割的說法,這兩者之間到底有啥區別呢?兩者之間的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區別?
穿孔切割和邊緣切割的區別,顧名思義,在數控等離子切割機過程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機從鋼板的邊緣開始切割,然后再按照引入線進入圖形切割。在實際生產過程中,尤其是配件加工作業。多數使用的是穿孔切割方法。
大家了解數控等離子切割機的參數后發現,一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數控等離子切割機設備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達到幾千度,當在穿孔作業中,由于溫度擴散面減少近一半,所以對割嘴的溫度影響很大。
等離子切割機在實際應用中,25mm厚的板材就很難實現穿孔切割了,由于不能快速穿透鋼板,導致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!
近年來數控等離子切割機越來越受到廣大用戶的青睞,主要優點是切割效率高、切割變形小、耗材成本低(相比火焰切割),還有就是技術成熟,全國各地都有生產廠家,價格也越來越便宜,幾萬幾十萬的都有,符合各行各業的不同需求。今天要講的就是怎樣正確的調整數控等離子切割機電流、弧壓、速度、鋼板高度這些參數,合理的參數將會提高生產效率、切割質量,以及延長耗材使用壽命,終達到降低生產成本的目的。首先講一下幾個參數的定義:1、電流:等離子切割機的切割電流。2、弧壓:切割過程中等離子正負極之間的電壓。3、速度:割槍在切割過程中行走速度。4、定位高度:切割開始前割槍停止在那與鋼板之間的距離。5、穿孔高度: 穿孔瞬間割槍與鋼板之間的距離。6、切割高度:正常切割過程中割槍與鋼板之間始終保持的距離。7、氣壓:切割用壓縮空氣的壓力。
數控等離子切割機切割速度和電源之間的關系我們都知道目前市場上的數控火焰切割機的切割厚度范圍為6-200mm,而數控等離子切割機的切割厚度去取決于與之相匹配的等離子電源的大小。因此我們可以將數控等離子切割機的速度與等離子電源選擇直接掛鉤,或者換個角度來理解就是,如果企業希望提高數控等離子切割機的生產加工效率,更換等離子電源將是為經濟和直接的手段。數控等離子切割機速度和電源之間的關系表現在以下幾三個個方面:1、等離子切割機的型號,此型號一般為等離子切割機輸出電流大小,例如40A、60A、100A、200A等。根據機型功率的大小不同,選擇的切割電流大小不同,切割速度也不盡相同,以上你給出的數據沒有說明你選的是什么品牌及型號的等離子切割機,所以無法給出詳細的數據;2、切割工件的材質不同,根據不同的切割材質,切割速度也不同,常見的切割材料:碳鋼、不銹鋼切割速度較快、鑄鐵稍慢、其次是鋁、慢的是銅,因為銅和鋁比較難切,切割速度比前兩種要慢得多,而且同等功率的等離子切割銅和鋁材時切割厚度比不銹鋼、碳鋼要小得多。3、切割現場輸入電壓的大小,一般工廠電源電壓為交流380V,但由于各工廠現場的情況不同,一般電壓在365V到410V之間波動(當然甚至有的地方相差更大),因此輸入電壓也是影響切割速度的一個因素。企業如果覺得數控等離子切割機的切割速度滿足不了自己的需求時,多半是等離子電源出了問題。我們在選擇數控等離子切割機時,一定要選擇適合自己生產需要的等離子電源,否則就會出現事倍功半的現象。
名片")