


以下是:焊接式聲測管廠家的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 焊接式聲測管廠家,鑫億呈鋼管有限公司(運城分公司)為您提供焊接式聲測管廠家的資訊,聯系人:劉經理,電話:18833761560、18833761560,QQ:18833761560,發貨地:新華區。 山西省,運城市 運城古稱“河東”,因“鹽運之城”得名,是中華文明的重要發祥地之一。華夏民族的始祖黃帝、炎帝、蚩尤,堯、舜、禹,都相繼活動在河東大地上。堯初都蒲坂,后遷平陽,舜都蒲坂,禹都安邑,中國奴隸制社會——夏也是在這里誕生。運城市垣曲縣的“中華世紀曙猿”化石把人類起源向前推進了1000多萬年。芮城縣的西侯渡文化遺址,是考古界發現的人類早用火的實證。誕生了春秋商人猗頓、東漢末年名將關羽、初唐詩人王勃、中唐文人柳宗元、史學大家司馬光、戲曲名家關漢卿等文武俊秀,聞喜裴氏家族曾出過59位宰相、59位大將軍,史稱“將相接武、公侯一門”,形成了關公文化、根祖文化、鹽文化、德孝文化等具有鮮明特色的地域文化。
無需繁瑣的文字描述,觀看我們的視頻,讓焊接式聲測管廠家產品一覽無余!
以下是:焊接式聲測管廠家的圖文介紹
山西運城聲測管具有中空截面,大量用作輸送流體的管道,廣泛應用于石油、天然氣、煤氣、水及某些固體物料的管道等。大規格無縫管件成形技術主要有熱旋壓法、熱擠壓法、熱穿孔軋制法、熱推制擴徑法,下面我們通過具體的文字介紹來詳細的認識下山西運城聲測管管件的成形技術:1、熱旋壓法:山西運城聲測管是將平板毛坯或預先成型的毛坯固定到旋轉的芯棒上,用旋輪對毛坯施加壓力,旋輪同時作軸向送進,經過一次或多次加工,各種薄壁空心回轉體制品的工藝方法。2、熱擠壓法:擠壓前需要對坯料進行機加工預處理,當擠壓直徑100mm以下的管件時,設備投入小,材料浪費少,技術較為成熟。但是一旦管件直徑尺寸增大,采用熱擠壓的方法就需要大噸位和大功率的設備,相應控制系統也要升級。3、熱穿孔軋制法:熱穿孔軋制以縱軋延伸和斜軋延伸為主。縱軋延伸軋制主要有限動芯棒連軋管軋制,少機架限動芯棒連軋管軋制,三輥限動芯棒連軋管軋制以及浮動芯棒連軋管軋制。4、熱推制擴徑法:推制擴徑設備簡單,造價低廉,維修方便,經濟耐用,產品規格變換靈活,如需要制備大口徑彎頭等類似產品,只需要增加一些配件即可。適合生產中、薄壁厚大直徑山西運城聲測管材,也可以生產不超過設備能力的厚壁管。
山西運城聲測管布置要求:1、 安裝時樁徑在0.6-1.0米之間的時候,和中心點三點一線布置兩根2、安裝時樁徑在1.0-2.5米之間的時候,布置三根,位置以三根山西運城聲測管呈等邊三角形方式布置。3、 安裝時樁徑大于2.5米時,布置四根,位置要求四根山西運城聲測管連接呈正方形布置。山西運城聲測管埋置規定:樁基檢測與山西運城聲測管的埋設布置應契合JTG/T F81-01的規則。預埋檢測管:1、樁徑0.6-0.8m應埋設雙管;樁徑0.8-2.0m應埋設三根管;樁徑2.0m以上應埋設四根管,根據赤峰橋具體情況,樁基可埋設三根管。 山西運城聲測管內徑宜為50-60mm。2、聲波檢測管宜采用鋼管、塑料管或鋼質波紋管,其內徑宜為50~60mm。檢測管連接處應光滑過渡,管口應高出樁頂100mm以上,且各檢測管管口高度應一致,管的下端應封閉,上端應加蓋,管內不得有異物,管身不得有破損。 山西運城聲測管應下端封鎖、上端加蓋、管內無異物;山西運城聲測管銜接處應潤滑過渡,管口應高出樁頂500mm以上,且各山西運城聲測管管口高度宜分歧。3、山西運城聲測管可焊接或捆扎在鋼筋的內側,檢測管之間應互相平行。
山西運城鑫億呈鋼管有限公司秉承,品質、客戶致上的服務宗旨。愿與客戶永遠站在同一戰線,為客戶提供好 聲測管,注漿管,冷卻管,沉降板產品,盡大努力為客戶結約成本。 客戶永遠是我們的貴人,是我們的朋友。山西運城鑫億呈鋼管有限公司致力于客戶關系建設,以誠實守信,合作負責贏得客戶的贊賞。我們的成功歸功于客戶對我們的信任與選擇;成就客戶才能成就自己,感動自己才能感動客人。
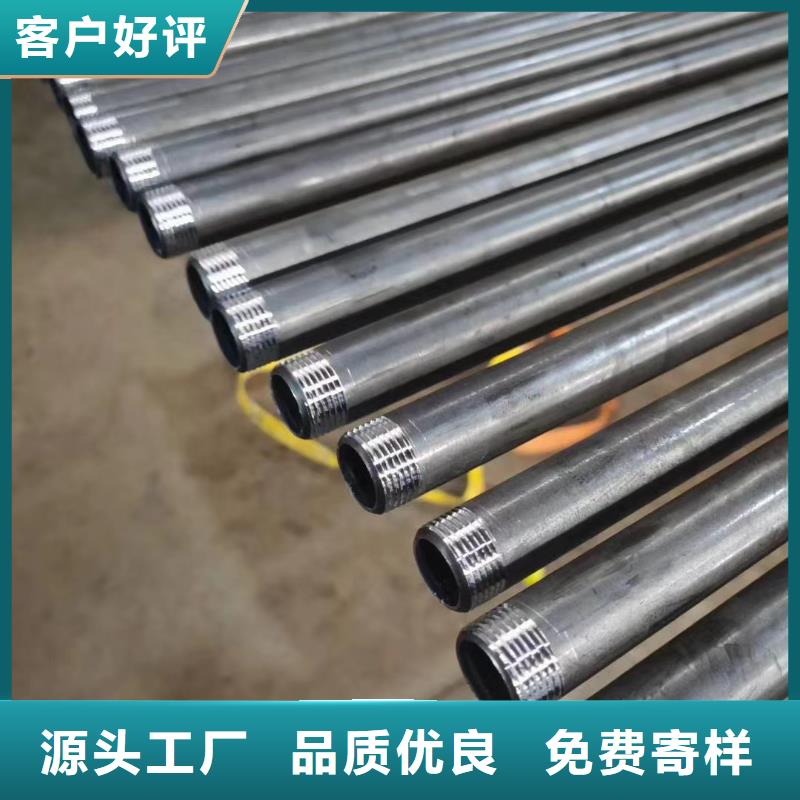
接觸焊是以一對銅電極與被焊接的鋼管兩邊部相接觸,感應電流穿透性好,高頻電流的兩個效應因銅電極與鋼板直接接觸而得到**利用,所以接觸焊的焊接效率較高而功率消耗較低,在高速低精度管材生產中得到廣泛應用,在生產特別厚的鋼管時一般也都需要采用接觸焊。山西運城聲測管機組焊接的兩種方式:接觸焊和感應焊。但是接觸焊時有兩個缺點:一是銅電極與鋼板接觸,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,接觸焊的電流穩定性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8 mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板接觸,所以不存在磨損,其感應電流較為穩定,保證了焊接時的穩定性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。焊管機組調試及日常維護注意事項一般來說,焊管機組的制定一定要符合操作規程,操作員在機組運行過程中一定不能和模具進行接觸,還要注意把手放在出管方向,避免操作不當對自己的和造成影響。另外焊管機組操作人在操作前要注意檢查機組各潤滑點是否潤滑到位,否則就要注意加用一些潤滑油,確保機組能夠正常運行和工作。焊管機組使用過程中要注意采用一些耐高溫的合成復合鋁基潤滑脂,這樣可以避免焊管機組受到損壞。
在山西省運城市采購焊接式聲測管廠家請認準鑫億呈鋼管有限公司(運城分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:劉經理-18833761560,QQ:18833761560,地址:新華區)。










