

以下是:庫存充足的鋼筋滾絲輪廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 合金 型號 79mm 規格 75度 類型 鋼筋滾絲輪 顏色 金色 品牌 華鐵 型號 79*45*30 可定制 是 庫存充足的鋼筋滾絲輪廠家,華鐵建材(永修縣分公司)為您提供庫存充足的鋼筋滾絲輪廠家產品案例,聯系人:劉經理,電話:【18865122882】、【18865122882】,發貨地:東昌府區鳳凰工業園。 江西省,九江市,永修縣 2021年,永修縣實現地區生產總值291.18億元,完成財政總收入38.6億元。
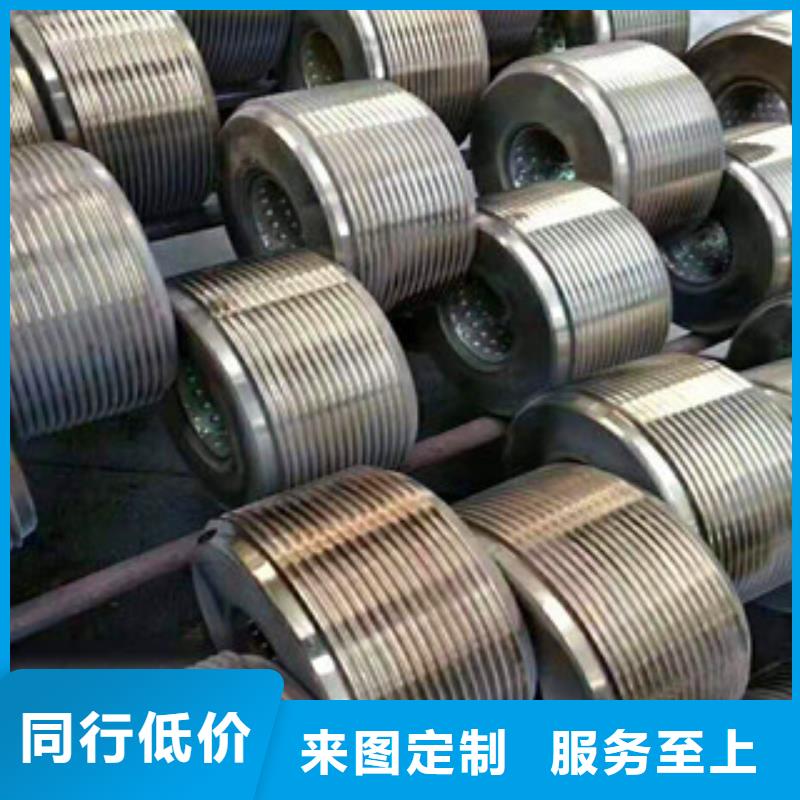
想知道庫存充足的鋼筋滾絲輪廠家產品為何如此受歡迎?觀看視頻,答案自在其中。以下是:庫存充足的鋼筋滾絲輪廠家的圖文介紹九江永修華鐵建材有限公司經過近幾年來的業務發展,本公司已具備 鋼筋滾絲輪類行業的實用技術,完善的服務體系,開拓出國內的廣大應用市,服務于全國。
鋼筋剝肋滾絲機,即在不用處理鋼筋縱橫肋的情況下,一次軸向進給,直接滾軋成絲頭,又能使鋼筋端部一次軸向進給,先用切削頭切削去肋,繼續進給再用滾軋頭滾軋成絲頭的滾軋機床。采用了新技術、使結構,切削、滾軋速度合理,使加工質量提高,刀具壽命延長。實現了無油潤滑,并方便了易損件更換和維修。螺紋光滑標準,機床操作簡便,工作可靠,滾軋規格可調,切削頭有自動漲刀和收刀裝置,靈活可靠,并且能實現按規格調定絲頭長度自動停車。手點動倒車按鈕后倒車返離工件,利用手點倒車按鈕時間差實現延時作用,搖至“0”位時自動停車。本機床采用內給切削液裝置,其冷卻和潤滑效果更佳,加工一種規格的鋼筋,只需調定一次機床,啟動一次開關,便能連續加工,操作程序大為簡化,克服了一般螺紋機床操作步驟重復,減少了勞動強度,大大提高了工作效率。機床加裝了急停裝置,在任何情況下,按下急停按鈕,斷電停車,有效的保證人身和設備。
1、滾絲機床精度差,振動大,運轉不正常下服役;
2、滾絲模具對位不正,被滾壓件發生軸向位移,牙紋受到剪切和擠壓兩種應力作用;
3、被滾壓螺紋絲坯尺寸大小不均,表面未清理干凈,有砂輪沫、氧化皮和污臟物;
4、被滾壓件硬度不均勻(8.8級螺栓應在27~30hrc;10.9級應在35~37hrc),防止有時因管理不善將未經回火的高硬度(50~55hrc)的淬火件混和入回火件中,其硬度與滾絲輪牙紋刃口硬度相近,導致崩刃。
5、滾壓時未加入潤滑劑,造成干摩擦,使牙尖溫度急劇升高至超過滾絲輪回火溫度,牙紋過度回火被軟化,發生倒牙、堆牙失效;
6、滾絲輪出廠前必須充分退磁,留有殘磁,工作時因牙紋吸附細鐵沫將加速磨損失效。
保管注意事項:
1.滾絲輪在運用完以后應該整理潔凈絲扣中的鐵銷,避免下次運用時分形成咬齒。
2.滾絲輪長時間不用的情況下應該在表面涂一層油,防止和空氣接觸 氧化 造成尺度不。
3.滾絲輪在保管時應該分類放好,不要隨意丟掉。
3,滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外),后,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。
4,對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。
今年在九江市永修縣購買庫存充足的鋼筋滾絲輪廠家有了新選擇,華鐵建材(永修縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的庫存充足的鋼筋滾絲輪廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:劉經理-【18865122882】,地址:東昌府區鳳凰工業園。







