

以下是:常年供應精密鋼管-全國配送的產品參數在太原市陽曲縣采購常年供應精密鋼管-全國配送請認準通圓鋼管制造有限公司(陽曲分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張經理-13563558037,QQ:1131694199,地址:開發區蔣官屯辦事處王洪木工業園)。 山西省,太原市,陽曲縣 陽曲縣,史稱“三晉首邑”,屬于山西省太原市,地處忻州與晉中盆地之脊梁地帶。扼晉要沖,太原門戶。東,西,北三面環山,南部低平。東臨盂縣,西連靜樂縣,古交市,南抵太原市,北接忻州市,東北與定襄縣交界,東南與壽陽縣毗連。境北系山系橫亙東西,云中山系縱貫南北,因為并北屏障,號稱太原之北大門,為兵家必爭之地。陽曲縣有文物保護單位579處(其中5處,省級4處,市級24處)。2007年,與平遙、敦煌、大理、等歷史文化厚重之地同時入選了“一生要去的66個中國文化旅游大縣”。總面積2070平方千米。截至2022年末,陽曲縣常住人口為127592人。
想要更深入地了解我們的常年供應精密鋼管-全國配送產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。以下是:常年供應精密鋼管-全國配送的圖文介紹
企業宗旨:為企業提供有“力”的服務,精“準”的 精密鋼管產品,專注 精密鋼管生產銷售。
企業愿景:助力于中國 精密鋼管行業的發展,成為 精密鋼管業的優選品牌。
經營理念:與客戶共贏,與員工共享;生產高品質 精密鋼管產品,提供優質服務。
一、預熱 預熱有利于減低中碳鋼熱影響區的硬度,防止產生冷裂紋,這是焊接中碳鋼的主要工藝措施,預熱還能改善接頭塑性,減小焊后殘余應力。通常,35和45鋼的預熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時,可將預熱溫度提高至250~400℃。 若焊件太大,整體預熱有困難時,可進行局部預熱,局部預熱的加熱范圍為焊口兩側各150~200mm。 二、焊條 條件許可時優先選用堿性焊條。 三、坡口形式 將焊件盡量開成U形坡口式進行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產生。 四、焊接工藝參數 由于母材熔化到層焊縫金屬中的比例達30%左右,所以層焊縫焊接時,應盡量采用小電流、慢焊接速度,以減小母材的熔深。 五、焊后熱處理 焊后對焊件立即進行應力熱處理,特別是對于大厚度焊件、高剛性結構件以及嚴厲條件下(動載荷或沖擊載荷)工作的焊件更應如此。應力的回火溫度為600~650℃。 若焊后不能進行應力熱處理,應立即進行后熱處理。 中國無縫鋼管交易網小編訊:鑄鐵管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續鑄鐵直管及砂型鐵管。按其所用的材質不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。
通圓鋼管制造有限公司
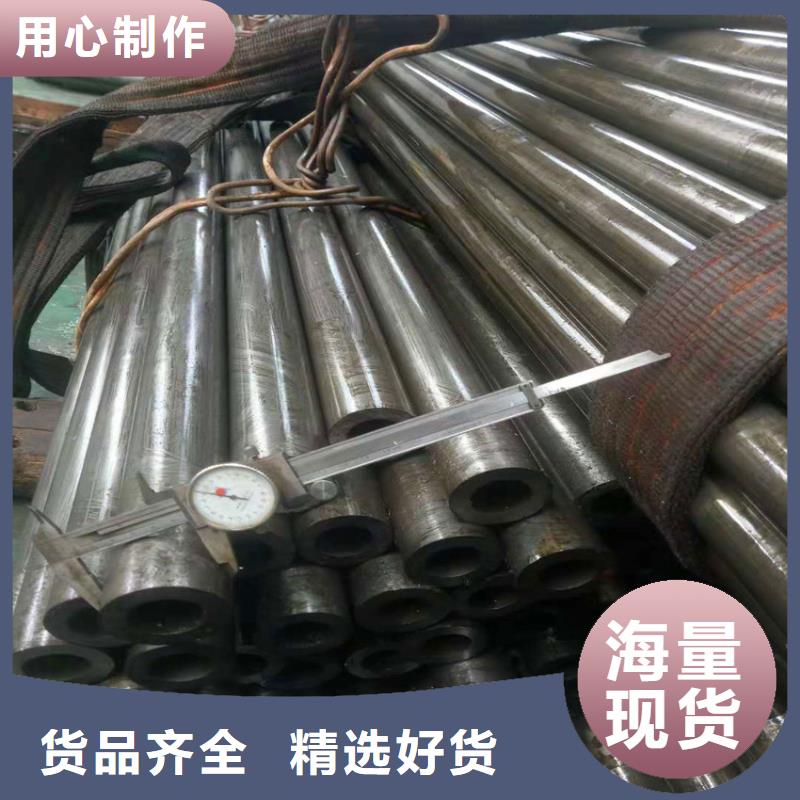
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等,
熱軋無縫管一般在自動軋管機組上生產。
實心管坯經檢查并表面缺陷截成所需長度, 在管坯穿孔端端面上定心 然后送往加熱爐加熱 在穿孔機上穿孔 在穿孔同時不斷旋轉和前進, 在軋輥和頂頭的作用下, 管坯內部逐漸形成空腔稱毛管, 再送至自動軋管機上繼續軋制后經均整機均整壁厚, 經定徑(減徑)機定徑, 達到規格要求, 利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法, 若欲獲得尺寸更小和質量更好的無縫管, 必須采用冷軋 冷拔或者兩者聯合的方法冷軋通常在二輥式軋機上進行, 鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制, 冷拔通常在單鏈式或雙鏈式冷拔機上進行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動, 使擠壓件從較小的模孔中擠出, 此法可生產直徑較小的鋼管。
選購常年供應精密鋼管-全國配送來太原市陽曲縣找通圓鋼管制造有限公司(陽曲分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張經理-13563558037,{QQ:1131694199},地址:[開發區蔣官屯辦事處王洪木工業園]。







