

以下是:A333GR6鋼管專營的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 A333GR6鋼管專營,開安管業有限公司(西藏分公司)為您提供A333GR6鋼管專營的資訊,聯系人:夏志明,電話:13562007212、13562007212,QQ:810507637,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。 西藏自治區 西藏自治區不僅有世界屋脊奇異的地質地貌和獨特的自然風光,而且有別具一格的社會人文景觀,僅寺廟在歷史上盛時就有2700多座,還有不少宮殿、園林、城堡、要塞、古墓、古碑等。
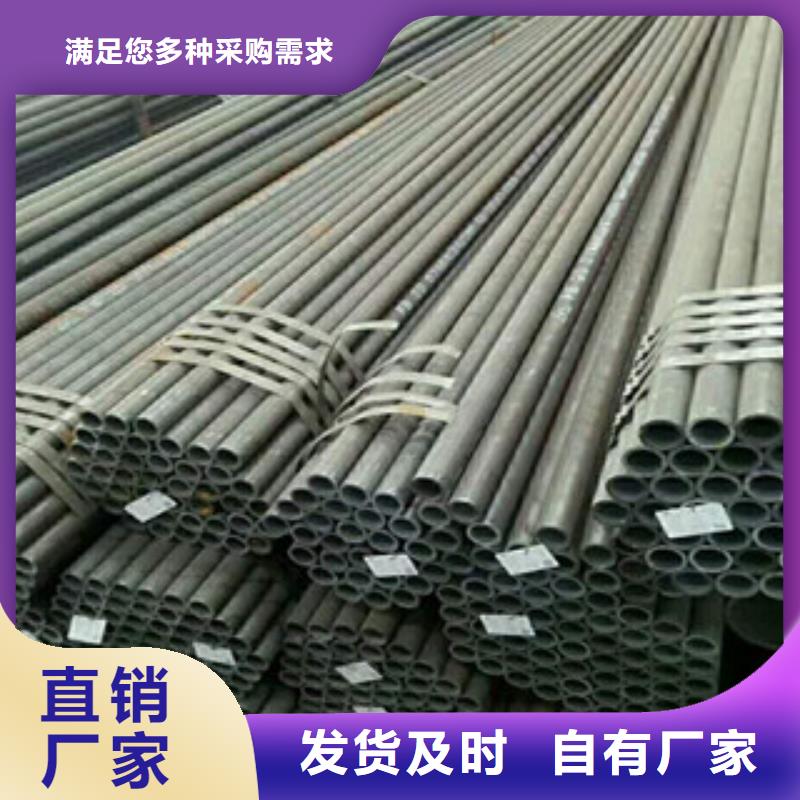
想要了解我們的A333GR6鋼管專營產品嗎?別錯過這個產品視頻。它將通過生動的畫面和詳細的解說,讓您對產品有更深入的了解。以下是:A333GR6鋼管專營的圖文介紹西藏球墨鑄鐵管的詳細介紹
訂制批發 放心選購
無縫鋼管廣泛用于制造結構件和機械零件,耐壓高、韌性好、簡化制造工序,下面小編給大家分享無縫鋼管的焊接是怎樣的?
1、粗糙的研磨和機加工。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。
2、焊接引弧斑痕。焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。
3、焊接飛濺。焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢極電弧焊)或TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕損傷。
4、焊劑。利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
精選原材
注重細節
工序嚴控技術成熟做工細致合作共贏廠家直發優良工藝質優價保
A333GR6鋼管專營_開安管業有限公司(西藏分公司),固定電話:13562007212,移動電話:13562007212,聯系人:夏志明,QQ:810507637,東昌府區鳳凰工業園百億鋼管物流園A區28號 發貨到 西藏。














