
以下是:電解拋光液來廠實地考察的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 電解拋光液來廠實地考察,前海燈鼎實業(望城區分公司)為您提供電解拋光液來廠實地考察,聯系人:楚先生,電話:【18018712562】、【18018712562】,請聯系前海燈鼎實業(望城區分公司),發貨地:寶安區沙井鎮。 湖北省,長沙市,望城區 望城歷史文化源遠流長,“三山一群”(覺華山的銅官窯遺址、谷山的漢王陵遺址、書堂山的歐陽詢文化園以及湘江古鎮群)是望城代表性的歷史文化名片;望城還是工人運動郭亮、獨臂將軍劉疇西、紅中社首任負責人周以栗、時代楷模雷鋒等先烈先輩以及現任中共中央政治局委員、中央書記處書記、中央組織部部長李干杰同志的家鄉,有記載的望城籍革命烈士達219人,現存湖南省委舊址、湖南和平解放秘密電臺工作站舊址等紅色資源60處。
想知道電解拋光液來廠實地考察產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!以下是:電解拋光液來廠實地考察的圖文介紹
前海燈鼎實業有限公司
長沙望城前海燈鼎實業有限公司是一家專注從事 電解拋光液生產制造的企業,擁有良的生產設備,擁有高素質的職工隊伍。公司主導產品為 電解拋光液。公司產品暢銷國內20多個省市自治區。本公司一直以質量求生存,以誠信求發展,客戶需求是我們不懈的追求! 本公司堅持"團結,求精,,務實"的工作原則,本著"以質量求生存,以信譽求發展"的經營理念。
電解拋光注意事項:
1.工件下槽前不能有水跡,否則會使工件上產生麻點。
2.拋光液不可接觸皮膚。
3.作業人員在操作時需要戴好勞動保護用具,必須避免藥液與皮膚的接觸。
4.廢液在排放時需要加入片堿中和到中性(PH值為7)時排放。
5.本產品不燃不爆,但應避免陽光直射,不使用時封好蓋后在45攝氏度以下存放。
1)新配置的電解液拋光后有點狀的腐蝕出現,這主要是電解液配置后通電量不足,要繼續通電電解處理呈綠色(俗稱老化處理)。
2)新配置的電解液拋光面光澤不夠理想,這是由于鎳離子不足以及溫度太低造成的,可以提高拋光溫度可解決問題。
3)零件凹穴部分和掛具接觸點附近有黑灰的的影形式由于零件的接觸點與夾具間的有遮擋而切斷了該部位上的電力線所致。只要改善調整正接觸位置,祛除遮擋即可解決。
4)零件邊緣有色條紋影或波紋,是由于電解液中陽極電流太小,電解拋光時間太長,電解液溫度過高所致。只要縮短拋光時間,降低槽液的溫度即可。
5)拋光后的零件表面模糊是由于電解液的密度太大,清洗不夠。調整密度,用熱水清洗。
6)出槽時拋光件表面有較大的凹坑和裂紋,原因是原表面本身有缺陷,粗糙度低。應加強毛坯的檢查。
7)出槽時發現拋光面有缺口,特別是夾具與零件接觸點附近和交界處的缺口,這是由于接觸夾具與零件沒有夾牢造成電火花擊穿。只有將夾具與零件接觸緊才可避免擊穿現象發生。
8)零件出槽后悔發現拋光面上有密集而均勻的麻點,通常平面較多,而側面較少,這是由于槽內的硫酸較多,陽極電流密度太大,溫度太高,電解液密度太小造成。只要相應提高磷酸的含量,降低陽極電流的密度或降低溫度即可解決。
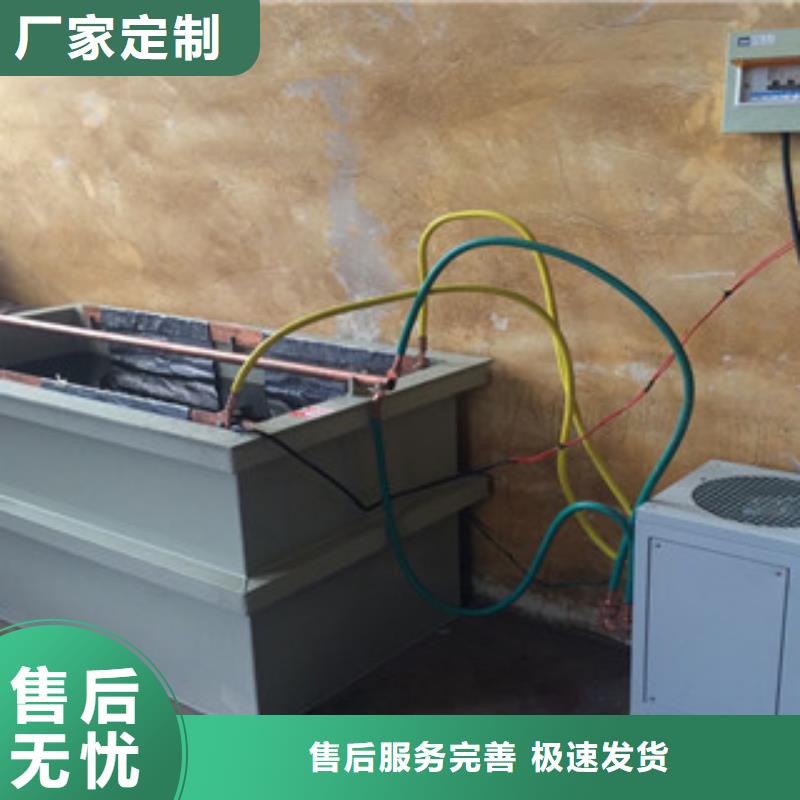
常規工藝流程:
脫脂---漂水---酸洗---漂水---電解拋光---漂水---脫膜出光(10%HNO3或10%硫酸溶液)---漂水---中和---漂水---過純水---烘干包裝
以上工藝根據工件的實際情況與需要選擇增減環保性能:
? 本品不含有毒鉻酸,產品有經過第三方SGS檢測可提供檢測報告注意事項:
? 本拋光液在其初使用時會產生泡沫,這屬正常現象.因此拋光液與槽面應預留不小于15cm的液面距離,防止泡沫溢出;
? 在電解拋光過程中,作為陽極的不銹鋼工件上的鐵鉻和鎳等金屬離子會不斷溶入拋光溶液內或吸附在陰極板表面,因此應定期對沉積在底部的淤泥和陰極板上的雜質,否則會影響導電性;
? 進出槽要切斷電源,禁止帶電作業,防止因掛具打火而引起槽面上的泡沫迅速破裂而產生爆破聲;
? 隨著拋光的進行,拋光液不斷消耗外水份因蒸發和電解而損失。此外高粘度的拋光液不斷被工件夾帶損失,拋光液面不斷下降,需經常往拋光槽補加新鮮拋光液到開槽狀態;
? 對拋光一些大型復雜大型工件,可制作象形陰極,以保持陽極電流分布均勻,特別適合內腔工件;
? 本品有較強的腐蝕性,因此作業時應戴好相關防護手套,防止接觸皮膚,若接觸立即用水清洗。嚴重者送醫就診。
電解拋光液來廠實地考察,前海燈鼎實業(望城區分公司)專業從事電解拋光液來廠實地考察,聯系人:楚先生,電話:【18018712562】、【18018712562】,發貨地:寶安區沙井鎮,以下是電解拋光液來廠實地考察的詳細頁面。









