
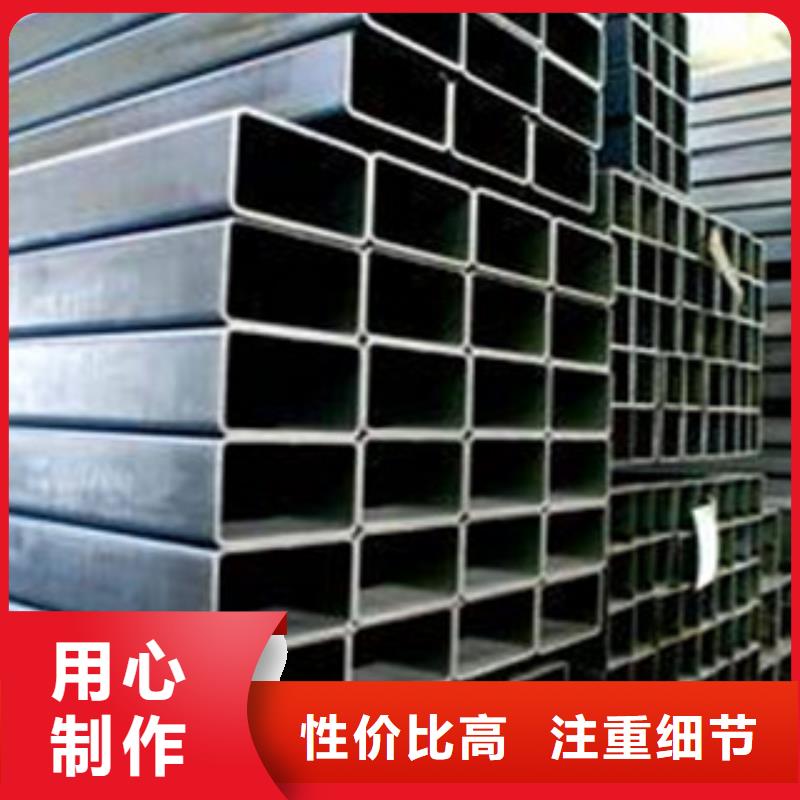

以下是:方管、方管直銷廠家的產品參數方管、方管直銷廠家,眾思創物資(通渭縣分公司)專業從事方管、方管直銷廠家,聯系人:王經理,電話:【13884835444】、【13884835444】,發貨地:開發區大東鋼管城B區3號,以下是方管、方管直銷廠家的詳細頁面。 甘肅省,定西市,通渭縣 2021年,通渭縣實現地區生產總值(GDP)616263萬元,按可比價格計算,比上年增長8.1%。其中:產業增加值118071萬元,增長10.2%;第二產業增加值75729萬元,增長3.4%;第三產業增加值422462萬元,增長8.4%。
我們的方管、方管直銷廠家視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。以下是:方管、方管直銷廠家的圖文介紹
定西通渭眾思創物資有限公司投資進行科研攻關,擁有一批技術骨干,專業設計生產我們的 無縫鋼管,小口徑無縫鋼管,產品,我們每一道生產工序都嚴格按照標準進行,并由專業技術人員進行檢查、把關,保證產品的質量全部通過ISO 9000認證,是人們信賴的 無縫鋼管,小口徑無縫鋼管,廠家。
Q345B矩形管的控制冷卻工藝 Q345B矩形管生產的目的是獲得拉拔性能良好的索氏體組織,理論上應使相變在630℃左右發生,而實際生產中不可能是完全的等溫轉變,終產品中除了索氏體,還可能有少量鐵素體和片狀珠光體。本文采用熱模擬實驗的數據,對Q345B矩形管的動態連續冷卻轉變曲線(CCT曲線)進行了研究,討論了吐絲溫度和風冷線冷卻制度對組織性能的影響,并結合高速線材控制冷卻過程中的兩個基本模型,即斯太爾摩風冷線上奧氏體向珠光體轉變模型及終顯微組織與力學性能的關系模型,分析了Q345B矩形管的控制冷卻過程與終的顯微組織和力學性能的關系,以便對冷卻制度進行優化,降低組織性能改判率。 1 CCT曲線的繪制 試樣鋼種為WLX82A,軋制前坯料尺寸為200mm×200mm×6000mm,成品斷面尺寸為.5mm。于粗軋機出口擺剪處剪下一段粗軋坯試樣,加工為中8mm×15mm的圓柱體。 將Q345B矩形管試樣加熱至1100℃,保溫5min后冷卻至1050CC,以50/s應變速率、60%相對變形程度進行壓縮變形。根據現場的生產工藝,設定了3個起始冷卻溫度880、910、940℃,變形后的試樣分別從880、910、940℃開始以0.8、3、6、10、20、30、40℃/s7種不同的冷卻速度進行冷卻至200℃,測得溫度.膨脹量時間曲線,用熱膨脹法確定相變溫度和時間,利用Origin軟件繪制動態CCT曲線。同時以3個試樣分別從880、910、940℃淬火,測量此溫度下奧氏體晶粒尺寸。 2 結果分析 Q345B矩形管熱模擬實驗中的起始冷卻溫度,對應現場線材進入斯太爾摩風冷線的吐絲溫度。在同一冷卻速度下,隨著起始冷卻溫度的升高,轉變終了溫度有不同程度的升高。起始冷卻溫度越高,線材的連續轉變過程中在高溫階段停留的時間越長,具有的能量越高,在晶界上越容易形核長大,并且此時過冷度也較大,轉變較快。 利用LeicaDM6000金相顯微鏡和SEMQuant400掃描電鏡對熱模擬試樣進行定量金相分析,得到試樣奧氏體化晶粒尺寸和珠光體片問距。降低吐絲溫度,一方面影響變形后奧氏體晶粒長大傾向,使相變前奧氏體晶粒越小,晶界面積增大,組織中鐵素體比例增加,利于形成較細晶粒組織;另一方面,珠光體量減少,珠光體片層問距變大,抗拉強度和屈服強度降低。 從實際生產情況以及用戶對Q345B矩形管強度性能的要求考慮,吐絲溫度可以設定在較高溫度區問內(910~930℃),從而獲得較高的抗拉強度。但吐絲溫度也不能太高,NTM(無扭精軋機組)出口溫度和吐絲溫度之間應當有一定的溫降,否則由于線材長時間處于高溫區,奧氏體晶粒長大,終相變后珠光體量增多,使得去除氧化鐵皮困難。另外,吐絲溫度的波動應嚴格控制在±10℃范圍內以改善通條性能。 冷卻速度的加快將使相變開始溫度移向較低溫,隨冷卻速度的提高過冷度增大,促進了鐵素體的進一步形核,提高了形核率,同時溫度較低又限制了晶界的運動能力,延遲鐵素體晶粒向未相變奧氏體基體中的生長,降低長大速率,造成鐵素體晶粒的細化。加快冷卻還可阻止轉變前已經細化的奧氏體晶粒長大,同樣有利于細化鐵素體晶粒。同時也細化了珠光體,減少了珠光體的量,可減輕或珠光體帶狀組織,特別是減小珠光體的片問距和滲碳體層的厚度,使得組織更加細小均勻。 要想將Q345B矩形管的冷卻速度控制在9~12℃/s,經計算應在2風機段開始相變,在4風機段之前完成相變。1、2風機應全開,3風機開85%左右或全開(取決于軋件溫升情況),目的是使線材在相變過程中溫度盡可能穩定在630℃左右,即近似等溫轉變,同時相變在很短的時間內完成,以獲得片間距極小且均勻的組織,保證在獲得高強度的基礎上,具有良好的韌性。相變完成之后,一方面要使線材不斷降溫,另一方面如果降溫速度太快,勢必造成應力增大,影響線材力學性能,所以4~10風機可適當減低開啟度。由于斯太爾摩風冷線冷卻能力(主要由風機的開啟度來控制)受環境尤其是氣候的影響較大,使得風機的開啟與冷卻速度之間沒有線性關系,在正常生產中應隨時進行測溫以控制冷卻速度。 3 總結 (1)Q345B矩形管理想的吐絲溫度為910~930℃(-4-10℃),隨氣候的變化適度調整。 (2)Q345B矩形管相變過程中冷卻速度理想范圍為9~12℃/s。風機的開啟度對相變過程影響很大,應根據實際冷卻速度動態調整冷卻程序,使Q345B矩形管相變過程中溫度保持穩定,即近似等溫轉變。
怎么講厚壁無縫鋼管進行縮徑 厚壁無縫鋼管在使用過程中有的時候直徑過長需要進行縮徑,特別是用在管道行業中更要進行縮徑。那么縮徑的方式和途徑有哪些呢?我們來看一下: 實心管坯經檢查并表面缺陷截成所需長度, 在管坯穿孔端端面上定心, 然后送往加熱爐加熱 ,在穿孔機上穿孔 ,在穿孔同時不斷旋轉和前進, 在軋輥和頂頭的作用下, 管坯內部逐漸形成空腔稱毛管, 再送至自動軋管機上繼續軋制后經均整機均整壁厚, 經定徑機定徑, 達到規格要求, 利用連續式軋管機組生產熱軋小口徑冷拔鋼管是較先進的方法, 若欲獲得尺寸更小和質量更好的小口徑冷拔鋼管, 必須采用冷軋 ,冷拔或者兩者聯合的方法冷軋通常在二輥式軋機上進行,小口徑冷拔鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制, 冷拔通常在單鏈式或雙鏈式冷拔機上進行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動, 使擠壓件從較小的模孔中擠出, 此法可生產小口徑冷拔鋼管。 厚壁無縫鋼管縮徑法是一個廠家獲得技術的一個小的途徑,也是一個比較實用的方法。更多內容我們網站會持續進行更新中!
方管、方管直銷廠家,眾思創物資(通渭縣分公司)為您提供方管、方管直銷廠家產品案例,聯系人:王經理,電話:【13884835444】、【13884835444】,發貨地:開發區大東鋼管城B區3號。







