| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4800 |
| 發(fā)貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運(yùn)費(fèi)說明 | 物流 |
| 小起訂 | 1噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 否 |
| 產(chǎn)品材質(zhì) | Q235B Q345B |
| 產(chǎn)品品牌 | 神悅 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 包頭 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 加工 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 鍍鋅 |
| 質(zhì)保時間 | 一年 |
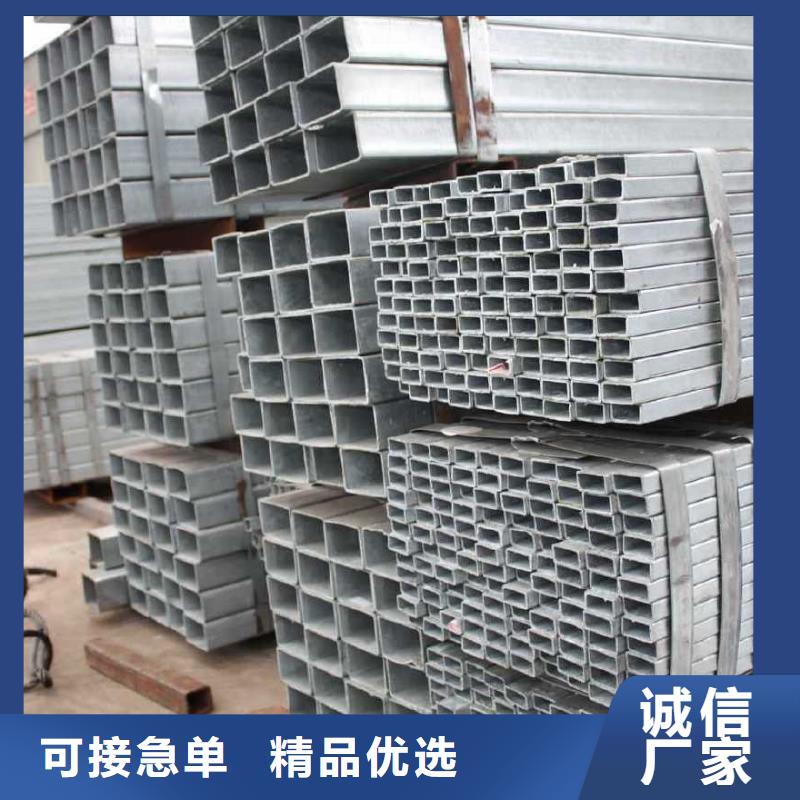
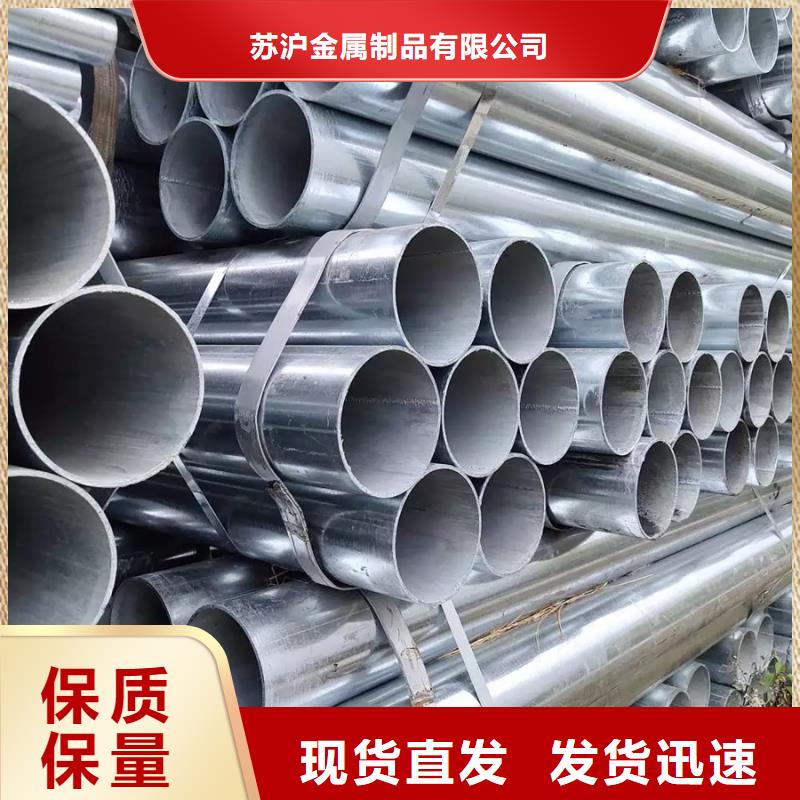
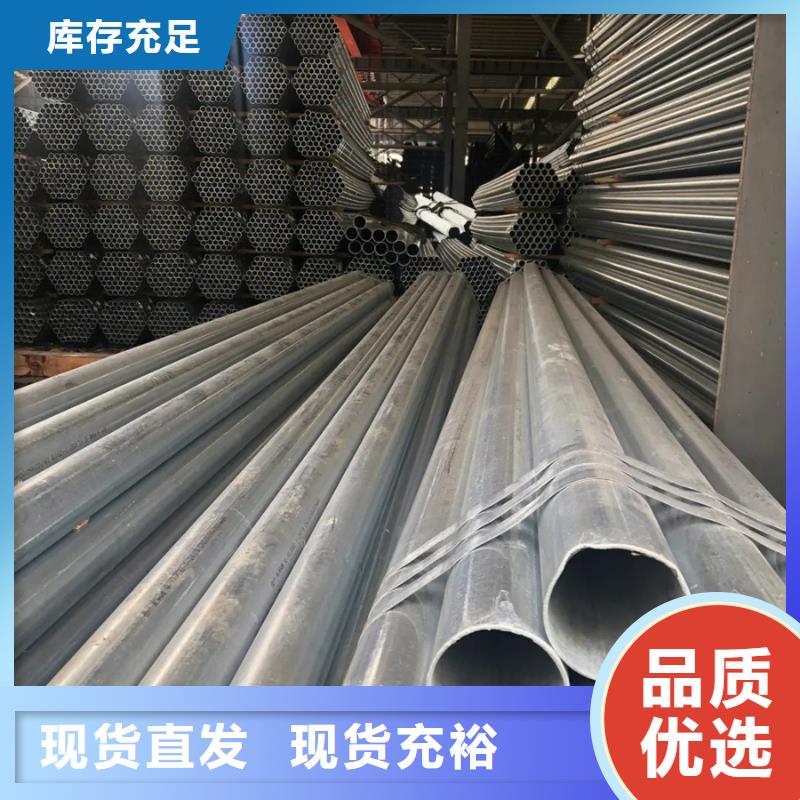
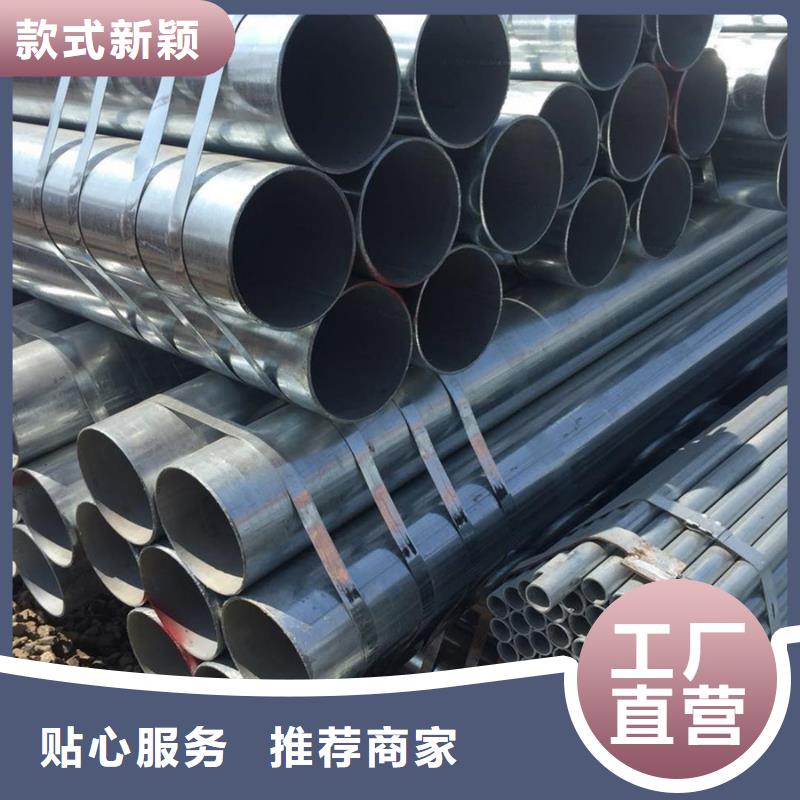
| 外形尺寸 | 圓形 方形 |
| 適用領(lǐng)域 | 建筑、機(jī)械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械等制造工業(yè) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 3米 4米 5米 6米等 |
考慮到經(jīng)濟(jì)效益,在設(shè)計(jì)方案規(guī)定的條件下,通遼鍍鋅管可以 限度地控制成本,有利于產(chǎn)品的市場銷售;鍍鋅方管制成的零件值得信賴,硬度等級越高,系數(shù)越高。 鍍鋅方管不易腐蝕。 事實(shí)上,坦率地說,高精度不銹鋼管的耐腐蝕性其實(shí)是非常好的,因此相應(yīng)的性價比也很高。 這是因?yàn)楸砻嬗幸粚舆^渡膜,也可以降低其氧化的可能性。但是,因?yàn)槲覀儗﹀冧\方管有太多的放縱,所以對鍍鋅方管的維護(hù)保養(yǎng)并不容易關(guān)心。 但對通遼鍍鋅方管的描述表明,過渡膜的耐腐蝕性較弱的部分會因?yàn)樽约ふ袷幏磻?yīng)而產(chǎn)生點(diǎn)腐蝕反應(yīng),小孔的加工制造會隨著內(nèi)容的增加而更加刺激。 附近的氯離子。 水溶液加速蝕刻速率。 再加上不銹鋼板內(nèi)部的應(yīng)力腐蝕開裂,會破壞不銹鋼板表面的過渡膜。 由于鍍鋅方管兩側(cè)液壓缸的直徑相同,活塞桿兩側(cè)的總有效面積相同。
蒙古通遼市鍍鋅螺旋管廠家報(bào)價")
蒙古通遼市鍍鋅螺旋管廠家報(bào)價")
16mn鍍鋅方管等溫淬火是通遼鍍鋅方管制造中的一項(xiàng)關(guān)鍵加工工藝。 等溫淬火是減少通遼鍍鋅方管變形和開裂的合理熱處理方法之一,但如何正確選擇這種加工方法應(yīng)根據(jù)通遼鍍鋅方管的材質(zhì)、尺寸、強(qiáng)度和延展性,應(yīng)有效選擇變形要求和實(shí)際工作標(biāo)準(zhǔn)。現(xiàn)將等溫淬火過程中必須注意的問題總結(jié)如下,供熱處理工藝操作人員參考。 如對切削性能低的鋼種進(jìn)行等溫淬火,應(yīng)適當(dāng)提高熱處理的加熱溫度。 通遼16mn鍍鋅管等溫淬火受鍍鋅方管的鋼種和尺寸限制。進(jìn)行等溫淬火時,基本標(biāo)準(zhǔn)是保證通遼鍍鋅方管在整個冷卻過程中不易出現(xiàn)高溫變化。因此,通遼鍍鋅方管的鋼種和尺寸直接影響等溫淬火性能。從含碳量來看,0.42%~0.68%之間的碳鋼不適合等溫淬火,0.6%以上的碳鋼可以等溫淬火。等溫淬火的溫度和時間應(yīng)根據(jù)通遼鍍鋅方管的特性規(guī)定,并參照鋼種的C曲線明確。對于浴水溶液,為保證溫度的穩(wěn)定,應(yīng)在物料中增加制冷設(shè)備,避免物料溫度升高,影響熱處理質(zhì)量。
通遼制造大口徑直縫埋弧鍍鋅方管的成型方法有UOE成型法、排輥成型法成型等。 對于大多數(shù)成型方法, 的工序是擴(kuò)大焊接管坯的全長,以提高焊接管的質(zhì)量。 擴(kuò)徑已成為大口徑直縫鍍鋅方管生產(chǎn)中保證成品管質(zhì)量的重要工序。 擴(kuò)徑是利用液壓或機(jī)械手段從鋼管內(nèi)壁加力,使鋼管徑向向外擴(kuò)徑的壓力加工工藝。 機(jī)械方法比液壓方法更簡單、更有效。 通遼鍍鋅管應(yīng)用于世界上 進(jìn)的幾條大口徑直縫鍍鋅方管道擴(kuò)管工藝。 花瓣的扇形塊沿徑向膨脹,使管坯沿長度方向逐步實(shí)現(xiàn)整個管長的塑性變形過程。 分5個階段和初滾圓階段:扇形塊打開,直到所有扇形塊接觸鋼管內(nèi)壁。 此時,階梯范圍內(nèi)鋼管內(nèi)管各點(diǎn)的半徑幾乎相同,鋼管初步圓整。 公稱內(nèi)徑階段:扇形塊從前面位置開始減速運(yùn)動,直到到達(dá)要求的位置,即有質(zhì)量要求的成品管的內(nèi)圓周位置。
名片")