








在360搜索 厚壁精密鋼管選厚壁精密鋼管廠家 的信息
在搜狗搜索 厚壁精密鋼管選厚壁精密鋼管廠家 的信息

以下是:厚壁精密鋼管選厚壁精密鋼管廠家的產品參數厚壁精密鋼管選厚壁精密鋼管廠家,佳諾金屬制品有限公司(蓬萊分公司)為您提供厚壁精密鋼管選厚壁精密鋼管廠家的資訊,聯系人:周經理,電話:15966286126、15966286126,QQ:276817318,發貨地:匯通金屬物流園。 山東省,煙臺市,蓬萊區 蓬萊區,古稱登州,隸屬于山東省煙臺市,位于山東省東北部、煙臺市境北部,地處膠東半島北端,瀕臨黃、渤二海,中心位置約在北緯37.81119°, 東經120.75988°;轄區陸域面積1197.1平方公里,海域面積506平方公里,海岸線長64公里,轄6街道、8鎮、6鄉。截至2022年末,蓬萊區常住人口43.08萬人。
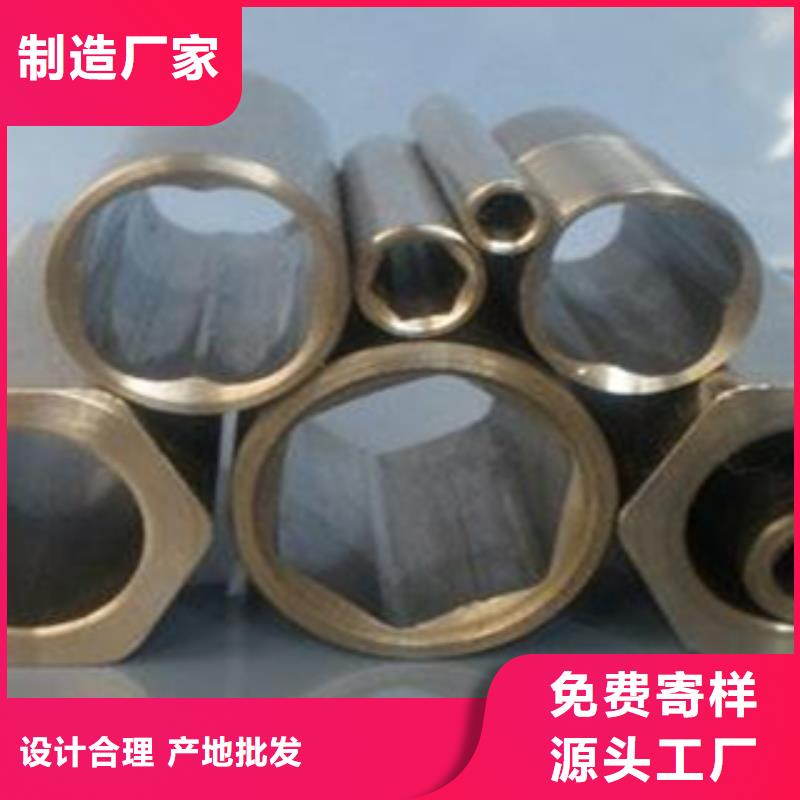
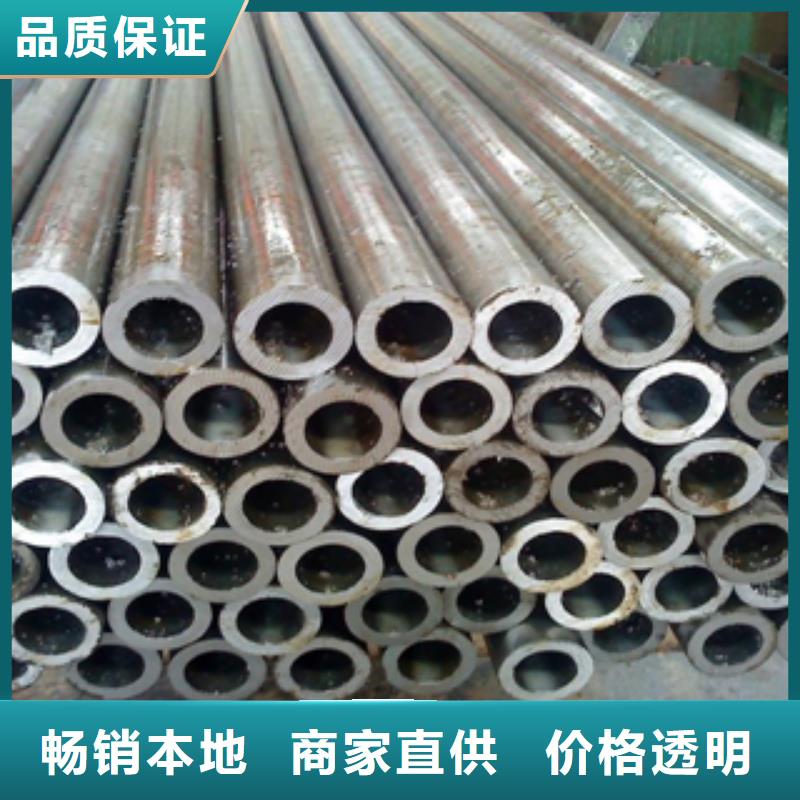
想知道厚壁精密鋼管選厚壁精密鋼管廠家產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。以下是:厚壁精密鋼管選厚壁精密鋼管廠家的圖文介紹
煙臺蓬萊佳諾金屬制品有限公司擁有一支經驗豐富、技術創新的專業【精密無縫鋼管】研發團隊。優質創新、誠信合作、互惠互利、共同發展是煙臺蓬萊佳諾金屬制品有限公司持續發展的永恒目標。
精密管低溫回火脆性 合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌性一脆性轉化溫度明顯升高。已脆化的精密管不能再用低溫回火加熱的方法,故又稱為%26ldquo;不可逆回火脆性%26rdquo;。它主要發生在合金結構鋼和低合金超高強度精密管等鋼種。已脆化精密管的斷口是沿晶斷口或是沿晶和準解理混合斷口。產生低溫回火脆性的原因,普遍認為:(1)與滲碳體在低溫回火時以薄片狀在原奧氏體晶界析出,造成晶界脆化密切相關。(2)雜質元素磷等在原奧氏體晶界偏聚也是造成低溫回火脆性原因之一。含磷低于0.005%的高純精密管并不產生低溫回火脆性。磷在火加熱時發生奧氏體晶界偏聚,淬火后保留下來。磷在原奧氏體晶界偏聚和滲碳體回火時在原奧氏體晶界析出,這兩個因素造成沿晶脆斷,促成了低溫回火脆性的發生。 精密管中合金元素對低溫回火脆性產生較大的影響。鉻和錳促進雜質元素磷等在奧氏體晶界偏聚,從而促進低溫回火脆性,鎢和釩基本上沒有影響,鉬降低低溫回火精密管的韌性一脆性轉化溫度,但尚不足以抑制低溫回火脆性。硅能推遲回火時滲碳體析出,提高其生成溫度,故可提高精密管低溫回火脆性發生的溫度。 膨脹系數 檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。提出了冷彎成型前對無錫精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷卻方式對原料管組織和力學性能的影響規律;確定了無錫精密鋼管的常規正火工藝:加熱溫度(890±10)℃,保溫6min后散置空冷。常規正火工藝可完全無錫精密鋼管的魏氏組織,使其屈服強度和抗拉強度的匹配更加合理,屈強比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出現冷彎開裂現象。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。當前,工程上廣泛采用焊接冷卻后進行退火處理殘余應力,而焊后冷卻是殘余應力產生的重要過程,這種做法既浪費了能源又容易產生較大的焊接殘余應力。焊接后熱處理是一種新的殘余應力技術。焊前將無錫精密鋼管預熱至后熱處理溫度并在焊接過程中對焊件持續加熱保持這一溫度,焊接完成后使用保溫棉對其進行保溫使其緩慢冷卻。淬火能增加鋼管的強度和硬度,但要減少其塑性。淬火中常用的淬火劑有水、油、堿水和鹽類溶液等。無錫精密鋼管的回火將已經淬火的無錫精密鋼管重新加熱到一定溫度,再用一定方法冷卻稱為回火。其目的是淬火產生的內應力,降低硬度和脆性,以取得預期的力學性能。回火分高溫回火、中溫回火和低溫回火三類。回火多與淬火、正火配合使用。調質處理淬火后高溫回火的熱處理方法稱為調質處理。
熱處理工藝 折疊前奏 真空退火優質彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發及加速熱傳導,一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應采用氬氣。 折疊過程 真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山/畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。 結果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。滲碳后的精密鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內部發生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。真空滲碳的溫度一般高于普通氣體滲碳,常采用920~1040℃滲入和擴散可按所示分兩階段,也可用脈沖式通氣、停氣,多段式的滲一擴相間,效果更好。由于溫度高,尤其表面潔凈、有活性,真空滲碳層形成速度比普通氣體、液體和固體滲碳快,如要求滲層為1mm時,在927℃只需5h,而1033℃僅需1h。
在煙臺市蓬萊區采買厚壁精密鋼管選厚壁精密鋼管廠家到佳諾金屬制品有限公司(蓬萊分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:周經理-15966286126,QQ:276817318,地址:《匯通金屬物流園》。
佳諾金屬制品有限公司(蓬萊分公司)58分鐘前在線
供應范圍覆蓋山東省 煙臺市 芝罘區、福山區、牟平區、萊山區、長島縣、龍口市、萊陽市、萊州市、蓬萊區、招遠市、海陽市等區域。
固定电话:15966286126
移动电话:15966286126
联系人:周經理
电子邮件:276817318@qq.com
QQ:276817318

请留下您的联系方式,我马上给您打过来!
提交