


以下是:54*2.0聲測管現貨秒發的產品參數
小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 54*2.0聲測管現貨秒發,鑫億呈鋼管(那曲市分公司)為您提供54*2.0聲測管現貨秒發的資訊,聯系人:劉經理,電話:【18833761560】、【18833761560】,發貨地:新華區。 西藏自治區,那曲市 那曲市是西藏的“北大門”,全國五大牧區的重要組成部分,素有“江河源”“中華水塔”的榮譽。總體上屬欠發達、落后地區。地處西藏北部的唐古拉山脈、念青唐古拉山脈和岡底斯山脈之間。中部屬高原丘陵地形,西北部海拔較高,北部屬唐古拉山區域,東部屬高原山地,南部屬藏北高原與藏東高山峽谷交匯地帶。
為了讓您更好地體驗54*2.0聲測管現貨秒發產品的卓越性能,我們特意制作了產品視頻。視頻內容豐富,展示了產品的每一個細節和特性。
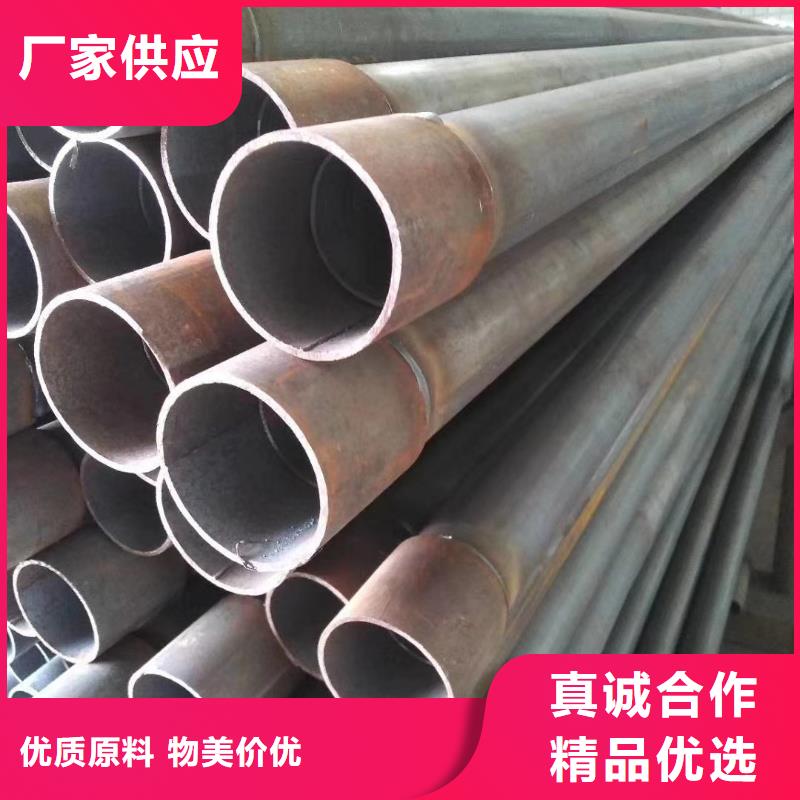
以下是:54*2.0聲測管現貨秒發的圖文介紹西藏那曲聲測管西藏那曲聲測管的詳細介紹
現貨批發工廠價格
西藏那曲聲測管對焊接質量有哪些要求:分析西藏那曲聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。西藏那曲聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于西藏那曲聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在西藏那曲聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在西藏那曲聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。西藏那曲鑫億呈鋼管有限公司主營產品: 聲測管,注漿管,冷卻管,沉降板。公司擁有雄厚的開發能力、先進的工藝設備、嚴謹的質量管理、完善的售后服務、戰略化的人力資源、卓越的企業文化、永爭di yi的價值觀念。堅持走引進,吸收與自主開發并重的技術道路, 建立了一支率、高素質的產品開發隊伍。同時,建立了規模龐大、設施先進的技術中心,模塊化生產方式的總裝線、先進檢測設備,確保產品質量穩定可靠。企業的服務宗旨:敬業 務實 創新,公司的質量目標:力爭產品的合格率達到 、用戶滿意率達到。我們用“誠信”打造了“啟豪”您的要求是我們的目標,我們向您承諾“啟豪”產品 能給您帶來更多的快樂。我們期待您的光臨,讓我們攜手共進。
鑫億呈鋼管有限公司
54*2.0聲測管現貨秒發_鑫億呈鋼管(那曲市分公司),固定電話:【18833761560】,移動電話:【18833761560】,聯系人:劉經理,新華區 發貨到 西藏 那曲市 拉薩市、昌都市、阿里市、林芝市、日喀則市、山南市 嘉黎縣、比如縣、聶榮縣、安多縣、申扎縣、索縣、班戈縣、巴青縣、尼瑪縣。














