

以下是:精密鋼管選精密鋼管廠家的產品參數在西藏那曲市采買精密鋼管選精密鋼管廠家到盛聯管業有限公司(那曲分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:潘經理-15106800538,QQ:1575013387,地址:《開發區工業園》。 西藏自治區,那曲市 那曲市,別稱黑河,西藏自治區下轄地級市,位于西藏北部,青藏高原腹地,是長江、怒江、拉薩河、易貢藏布等大江大河的源頭。截至2020年6月,那曲市下轄1個區、10個縣,總面積35.300萬平方千米,市政府駐色尼區浙江西路3號。截至2020年11月,那曲市常住人口50.48萬人。
我們精心制作的精密鋼管選精密鋼管廠家產品視頻已經準備就緒,探尋精密鋼管選精密鋼管廠家產品背后的故事,視頻帶你走進精彩世界!以下是:精密鋼管選精密鋼管廠家的圖文介紹產品優勢圖
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。精密管的焊接工藝。工藝:精密管中的Cr、Mo、V等強烈的碳化物形成元素有使接頭過熱區產生再熱裂紋的傾向。坡口機加工后(焊接前)MT檢查,無裂紋、無缺陷,焊前坡口及周圍表面清理(油污、除銹等)至見金屬光澤;坡口裝配避免強制組對。焊接前整體或局部預熱,焊縫兩邊各150mm范圍內保證預熱溫度250~300度;層間溫度應在預熱溫度控制范圍內。 GTAW(純Ar氣體保護):建議采用TIG-R31(含V)焊絲,直徑2.5mm,電流100~140A。如果有一定壁厚,管徑不是很小的話,建議采取GTAW+SMAW。SMAW:焊條采用R337,規格可以按實際情況來定。焊接完成后清理飛濺,加熱至350~450℃,保溫并緩冷的后熱措施。12Cr1MoV采用相應成分的耐熱鋼焊條,如R310、R312、R317、R316Fe,焊前預熱250~350℃,焊后回火處理710~750℃。焊補缺陷或焊后不能進行熱處理時,也可采用奧氏體鋼焊條,如A302、A307。這時,由于焊縫與母材膨脹系數不同,同時在長期高溫工作時還可發生碳的擴散遷移現象,而易于導致在融合區發生破壞。 將精密鋼管送入精密鋼管機組,經多道軋輥滾壓,精密鋼管逐漸卷起,形成有開口間隙的圓形精密鋼管,調整擠壓輥的壓下量,使精密鋼管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,精密鋼管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,精密鋼管熱量過大,造成精密鋼管燒損;或者精密鋼管經擠壓、滾壓后形成深坑,影響精密鋼管表面質量。 精密鋼管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制精密鋼管溫度的目的。對于低碳鋼,精密鋼管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,精密鋼管溫度亦可通過調節精密鋼管速度來實現。
精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。 精密管生產廠家國外將此工藝改進后將原料改為,使成型與焊接分開,經預焊和精悍,焊后冷擴徑,則其焊接質量接近UOE管,目前國內尚無此種工藝,是我國廠改進的方向。“西氣東輸”所用仍然是按傳統工藝生產,只是管端進行了擴徑。美國、日本和德國總體上否定SSAW,認為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常嚴格的補充條件,由于歷史原因,國內主干線多數還是使用SSAW。 精密管:主要用來制造高壓及其以上壓力的蒸汽鍋爐管道等用的優質碳素結構鋼、合金結構鋼和不銹耐熱鋼精密管、這些鍋爐管經常處于高溫和高壓下工作、管子在高溫煙氣和水蒸汽的作用下還會發生氧化和腐蝕,因此要求鋼管有高的持久強度、高的抗氧化性能,并具有良好的組織穩定性,采用鋼號有:優質碳素結構鋼鋼號有20G、20MnG、25MnG;合金結構鋼鋼號15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有銹耐熱鋼常用1Cr18Ni9、1Cr18Ni11Nb高壓鍋爐管除保證化學成分和機械性能外,要逐根做水壓試驗,要作擴口、壓扁試驗。鋼管以熱處理狀態交貨。此外,對成品鋼管顯微組織、晶粒度、脫碳層也有一定要求。 精密管除分一般鋼管、低中壓鍋爐鋼管、精密管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋精密管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 精密鋼管的處理技術和普通的管道材料類似,也是冷軋和熱軋兩種方式,只不過在具體的操作流程方面,還是有很多的不同之處,比如在進行加熱之后,需要再分別進入粗軋機、精軋機,后再控制軋制,整個流程相對而言還是比較復雜的,在完成之后,必須要進行出廠檢測,這樣才能保證這種管道材料的質量。
產品案例
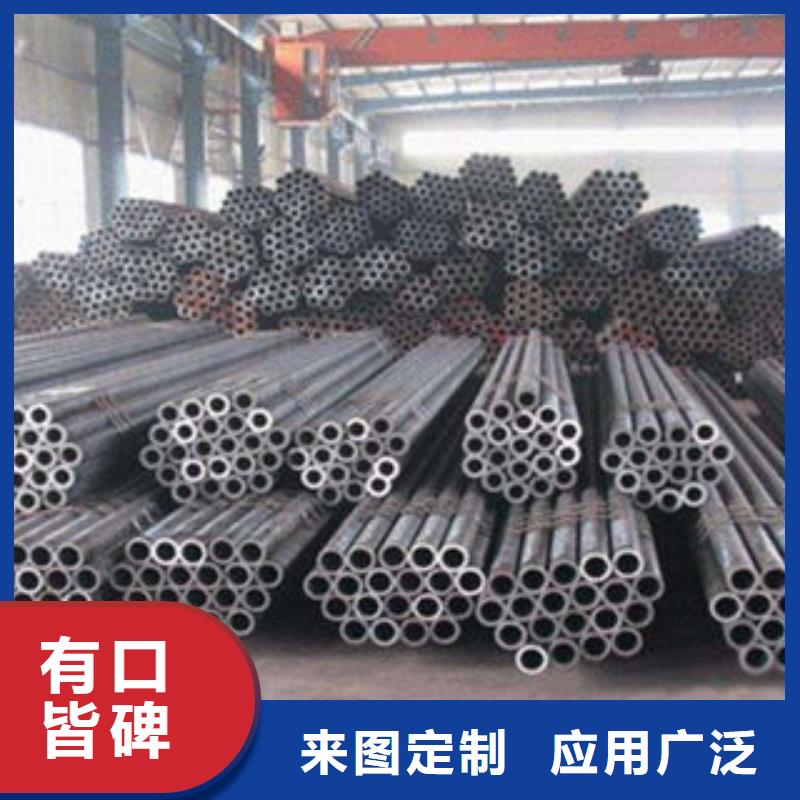
公司實力
精密管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于精密鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。精密鋼管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。 常用材質:精密管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.精密管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話精密管從某種意義上來說是一種良好的鋼材類型。 大多數的精密管是可以進行加工的,在加工的時候一定要和廠家說清楚您的用途是什么,需要什么規格和型號的,加工的方式和溫度都要說清楚,這樣的話廠家可以根據您的描述進行自由去選擇加工的方法和方式以及結構。精密管是我們比較熟悉的,在加工的時候一定要附帶您的聯系方式,還有相關的精密管的郵寄地址等等。 一般的精密管的生產工藝可以分為冷拔與熱軋兩種,冷軋精密管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋精密管要短于熱軋精密管,冷軋精密管的壁厚一般比熱軋精密管要小,但是表面看起來比厚壁精密管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 .熱軋精密管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋精密管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,后貼上標簽、進行規格編排后放置到到倉庫當中。
多年行業經驗專注 無縫方矩管行業,只為您提供放心的產品。貨源穩定、庫存充足、滿足客戶量大的需求。工藝嚴選、廠家成熟、材質直供。
在西藏那曲市采買精密鋼管選精密鋼管廠家到盛聯管業有限公司(那曲分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:潘經理-15106800538,QQ:1575013387,地址:《開發區工業園》。









