


以下是:做PE給水管的生產廠家的產品參數在西藏那曲市采買做PE給水管的生產廠家到騰達塑膠制品(那曲市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-【18231226809】,地址:《暫崗鎮工業園》。 西藏自治區,那曲市 那曲市屬亞寒帶氣候區。高寒缺氧,晝夜溫差大,多大風天氣。境內主要河流是那曲河、貢曲河、莫曲河、菜油河和勞曲河等,較大的湖泊有達孜錯、錯鄂、乃日崩錯、錯木如錯和夯錯等。
為了給您提供更的做PE給水管的生產廠家產品信息,解鎖做PE給水管的生產廠家產品新體驗,視頻帶你玩轉每個細節!
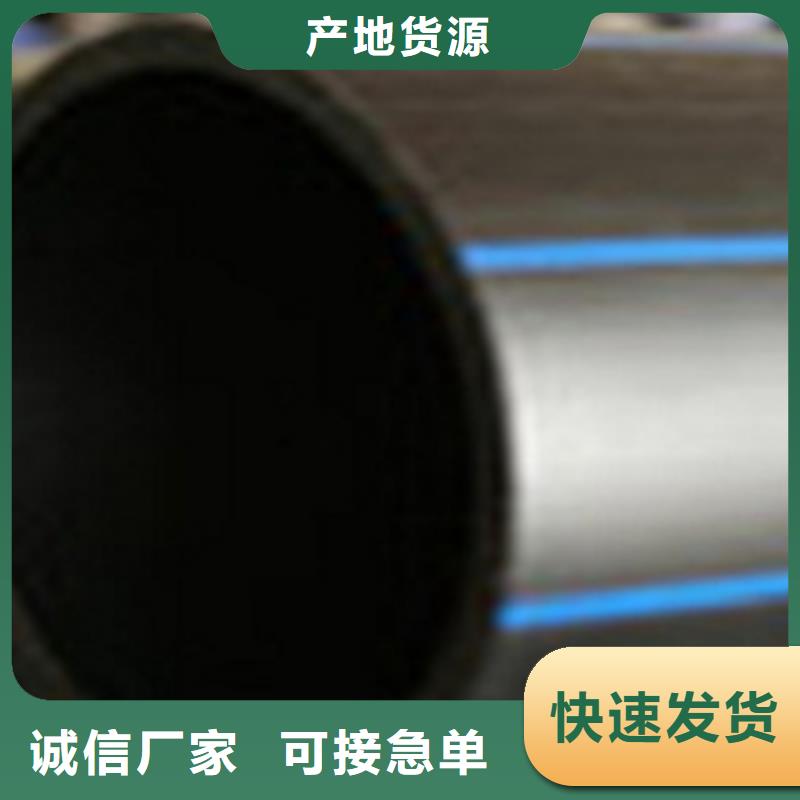
以下是:做PE給水管的生產廠家的圖文介紹
PE管材在施工前我們要提前好需要的工具、材料等等,充分考慮好在施工過程中會出現的問題,這就需要我們PE管材廠家做好以下工作。1、品種數量及其產品合格證,質量保并進行外觀檢查。2、施工場地、用水用電、施工機具能滿足施工的需要。
3、施工圖紙及其它技術文件齊全,并已進行了技術交底。4、對所需管材管件,和閥門及附件等核對其規格型 。5、施工人員經過技術培訓,熟悉鋼塑復合管的性能,并掌握基本操作技能。我們只要在PE管材施工前注意以上事項,才更有利于PE管材的施工,才能讓施工工藝更加完美。
PE給水管是否含有重金屬,對水質有什么影響。隨著PE給水管的廣泛使用這些問題就撲面而來,這與我們使用是否有直接關系,所以我們必須要搞清楚這些問題:PE給水管有中密度聚管和高密度聚管。根據壁厚分為SDR11和SDR17.6系列。
前者適用于輸送氣態的人工煤氣、天然氣、液化石油氣,后者主要用于輸送天然氣。施工中要特別注意熱力供暖的間距,并且不能于空氣中陽光下。PE材料由于其強度高、耐高溫、抗腐蝕、、耐磨等特點,被廣泛應用于給排水制造領域。
因為它不會生銹,所以,是替代普通鐵給水管的理想管材。PE給水管是符合國際標準的,很難分解或者降解為單分子,本身不含任何重金屬,對水質不會產生任何污染。事實上,大多室外的給水管,排除市政大管徑的給水管,都是采用鋼絲骨架PE管,耐壓,容易安裝,防疫效果好,一直使用很廣泛。
本廠自成立以來,我們長期堅持“誠實,守信,專注,公平,創新”的原則。以優良、放心、良好的 pe給水管信譽得了客戶的一致好評和信任,成為了省內外諸多企業供應商。熱忱歡迎廣大新老客戶惠顧指導、洽談 pe給水管業務。
這種情況下應適當降低冷卻水溫,同時還要檢查水路是否存在堵塞和水壓不足現象;并檢查加熱圈、原料性能等。而如果給水管表面出現溝痕,家應該檢查并定徑套水簾,壓力均衡,噴淋噴嘴角度,使管材冷卻均勻,檢查定徑套、切割機等物件是否存在雜物、毛刺。
若是讓PE給水管的缺陷一直存在顯然會影響其正常使用效果和使用壽命,因此還是要對其就進行修復,若是給水管的外壁損壞部位呈現管壁破碎或長0.1m以內孔洞時,應用刮將破碎的管壁或孔洞完全剔除,剔除部位周圍0.05m以內用環已清理干凈。
在這之后,在PE給水管的受損位置刷耐水性能好的塑料粘合劑,再從相同管材相應部位取下相當損壞面積2倍的弧形板,內壁涂粘合劑扣貼在損壞部位,用鉛絲包扎固定。如果外壁有肋,那就是將損壞部位周圍0.05m以內的肋去除,刮平不帶肋跡,再以相同方法補救,使得PE給水管恢復正常,能夠在給水系統中發揮重要作用。
PE管材的試壓是非常重要的一個環節,直接關系到產品的使用,因此,需要我們在試壓PE管材時嚴格要求,下面我們就一起看下其試壓方法與步驟。在排除待測試的管道內的空氣之后,以的升壓速度將壓力到要求的壓力值,壓力表應盡可能放置在該段管道的低處。
壓力試驗的測試壓力不應超過PE管材材壓力等級或系統中低壓力等級的配件的壓力等級的1.5倍,開始時,應將壓力上升到規定的測試壓力值并停留足夠的時間保證管子充分,這一過程需要2-3小時,當系統后,將壓力上升。壓力測試可以在管線回填之前或之后進行,管道應以一定的間隔覆土,尤其對于蛇行管道,壓力試驗時,應將管道固定在原位。
法蘭連接部位應以便于檢查是否泄漏。在壓力測試過程中,由于管子的連續將會導致壓力降產生,測試過程中產生一定的壓力降是正常的,并不能因此來證明管道系統肯定發生泄漏或破壞。PE聚管主要分兩大類:高密度聚HDPE(低壓聚)和低密度聚LDPE(高壓聚)。
tengda
PE管材中的直管,壁厚是比較厚的,其連接方式,是為熱熔連接。而盤管壁厚要薄一些,其連接方式,則是機械連接。2、哪些原因造成PE管材的壁厚不均勻PE管材壁厚不均勻的話都是哪些因素造成的原因一:該管材在生產過程中,定徑套冷卻水不均勻,大的地方先快速冷卻,從而,使得該位置上的壁厚偏厚。
在生產過程中,由于PE聚管是熱敏性材料,即使加入熱劑也只能是分解溫度,延長時間而不可能不出現分解,這就要求我們在對產品進行成型加工時要嚴格控制溫度。1、由于PE聚管熔體黏度大,流動性差,為防止螺桿因摩擦熱過大而升溫,引起螺桿黏料分解或使管材內壁毛糙,必須降低螺桿溫度。
2、應控制溫度不低于70~80℃,冷卻方法是在螺桿內部用通銅管的方法進行水冷卻。3、溫度一般控制在80~100℃之間,若溫度過低反壓力增加,產量下降,甚至會發生物料擠不出來而損壞管材的事故。除此之外,PE聚管因其加工溫度與分解溫度很接近,往往因為溫度控制不當造成分解現象。
PE管材在一定的時間內,流過了一定體積的水,這個水的立方米的數值就是管子里的流量。例如,在1小時內去流進l立方米的水,就是叫做l小時1立方米的流量,用米3/時表示流量的單位。PE管材里的流量,是由管子的橫斷面的面積和水流的速度相乘得來的。
每小時的流量公式是如下;流量=3600×管予面積×流速、管子面積=3.14×(半徑)2或,管予面積積=0.785X(直徑)2式中流量單位為米3/時,流速單位為米/秒;半徑或直徑單位為米;3600是l小時拆合成的秒數。PE管材告訴你因為面積(米:)X流速(米/秒)的結果得米3/秒,指1秒鐘內的流量,因此,折合成1小時的流量米3/時。
我們在具體施工中可能會因為氧化層的問題影響到施工質量,為什么會出現這樣的問題,首先我們要了解PE聚管出現氧化層的原因,解決這一問題才能得心應手。PE聚管為了熔接性能,管材的熔接面需去氧化層,在操作的時候PE聚管的宜采用手刮(玻璃片),由于管材的管壁較薄,只要去除氧化層既可以了,要注意操作細節,施工的效率。
PE聚管去氧化層時應均勻刮整個周邊,面面俱到,不允許漏刮,而且刮削長度大于筒件承插深度30mm,管件內壁同樣也是需要做清潔處理,的采用灑精擦洗,大口徑的可采用刮去表皮處理,由于管件內壁布有銅效,宜采用手工刮削,盡量不要用電磨處理,如果確實需要用電磨時,要用軟磨片,避免處理過程中的銅絲處露。
PE管材在生產過程中由于受環境的影響,會在管材表面形成一定的缺陷,例如表面粗糙或者外表出現溝痕等缺陷,這樣的情況會很影響廠家的正常使用,所以我們首先要處理其表面問題做到正確修補。產品表面粗糙,可能是因為主機機頭溫度過高或過低,造成外表面粗糙。
芯模溫度偏低、機身溫度過低,易造成內表面粗糙。冷卻水溫過高,表面粗糙。降低冷卻水溫,PP-R理想冷卻水溫為二十到三十攝氏度。這種情況下PE管材廠家應該檢查水路,是否存在堵塞和水壓不足現象,檢查加熱圈是否有損壞,檢查原料性能,咨詢原料供應商,清理模具芯部溫度,若高于口模區段溫度,打開芯部調溫裝置,檢查并清理模具是否有雜質。
您是想要在西藏那曲市采購高質量的做PE給水管的生產廠家產品嗎?騰達塑膠制品(那曲市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的做PE給水管的生產廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-【18231226809】,地址:《暫崗鎮工業園》。










