以下是:厚壁無縫鋼管規格多的產品參數
產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 厚壁無縫鋼管規格多,開安管業(南平市分公司)為您提供厚壁無縫鋼管規格多,聯系人:夏志明,電話:【13562007212】、【13562007212】,請聯系開安管業(南平市分公司),發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。 福建省,南平市 南平市境域,先秦時地屬百越,1994年9月,撤南平地區設地級南平市;是中國南方開發早的地區之一,境內有四千多年的歷史,是福建文化的發源地之一。“福建”之名取古建州(今建甌)首字而來。是閩越文化、朱子文化、武夷茶道文化、齊天大圣文化、張三豐太極文化的發源地。理學家朱熹在南平“琴書五十載”,影響中國800余年,謂之為“閩邦鄒魯”“道南理窟”。
厚壁無縫鋼管規格多視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:厚壁無縫鋼管規格多的圖文介紹無縫鋼管進行加工時,工作臺應保持干凈,沒有任何異物,如有應及時掉,今天無錫無縫鋼管廠家給大家分享空撥時無縫鋼管會出現怎樣的變形?
空拔之后的無縫鋼管外表面積增加了,而內表面的表面積是減小了,所以在內外表面層之間會出現一個中性層,外表面與中性層及其之間的所有層都增加了表面積,但外表面是增加大的。內表面與中性層,內表面減小大。
空拔時無縫鋼管各層表面積的上述變化性質,影響了金屬變形的不均勻性。其特點之一是沿管壁各層的自然延伸是不一致的,自然延伸以無縫鋼管的外表面層為小,以無縫鋼管的內表面層為大,中間各層的自然延伸從外表面層至內表面層逐漸增加。其特點之二是,由于整體性的關系,變形時無縫鋼管各層不能有不同的延伸,因此,各層之間必然相互牽制。
由于外層的金屬其自然延伸比內層的金屬小,所以變形時外層必然受到內層的牽制作用,其實際延伸比自然延伸大,同時由于增加了延伸其厚度就減小了。相反,內層的延伸受到外層的阻礙,其實際延伸比自然延伸小,而厚度增加了。
無縫鋼管按用途的分類
1、結構用無縫管(GB/T8162-2008)是用于一般結構和機械結構的無縫鋼管。2、流體輸送用無縫鋼管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般無縫鋼管。
3、低中壓鍋爐用無縫鋼管(GB3087-2008)是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)無縫鋼管。
4、高壓鍋爐用無縫鋼管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼無縫鋼管。
5、化肥設備用高壓無縫鋼管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設備和管道的優質碳素結構鋼和合金鋼無縫鋼管。
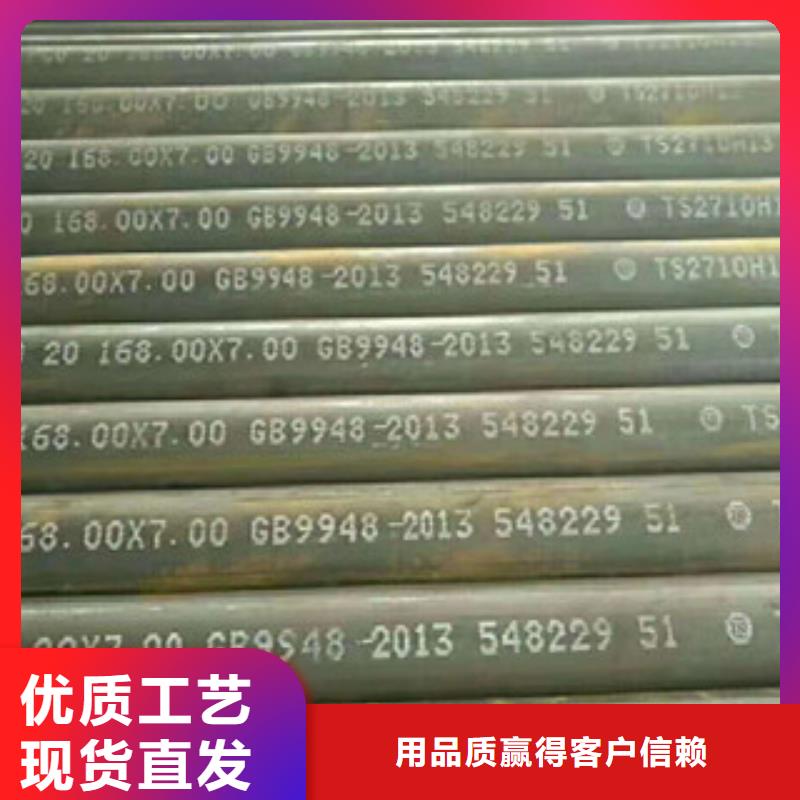
6、石油裂化用無縫鋼管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道無縫鋼管。
7、地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等。
無縫鋼管在進行加工和制作的過程中要重視程序和各種工序的改善,下面無縫鋼管廠家給大家分享怎樣保證無縫鋼管的壁厚不斷?
1、管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢,大升降溫度不超過30℃。
2、定心輥
確定定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
3、軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。
4、軋制工具
對于磨損的頂頭、導板、軋輥等軋制工具要及時更換。
5、軋制工具安裝
輥距、導距的中心必須在軋制線上。保證導距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導距相等。
6、穿孔頂桿
穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均勻的厚壁管。
7、軋機芯棒
芯棒要選用壁厚較厚的厚壁管加工,對于規格較小的芯棒,可采用實心坯料代替。壁厚均勻的厚壁管和實心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高鋼管的壁厚精度。
福建南平開安管業有限公司秉承“匠心制造,服務至上”經營理念,不斷創新,精益求精,以質量過硬找客戶,以誠信經營留客戶,以實現客戶價值為目標,愿與各界人士攜手合作,共圖 球墨鑄鐵管發展,熱枕歡迎國內外客商、朋友前來參觀指導。
成型方法不同可以將無縫鋼管分為擠壓無縫鋼管和冷拔無縫鋼管,下面無錫無縫鋼管廠家給大家分享無縫鋼管的成型方法是什么?
1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。
一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。:
2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。
不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等,并由吊車吊入倉庫中。
厚壁無縫鋼管規格多,開安管業(南平市分公司)為您提供厚壁無縫鋼管規格多產品案例,聯系人:夏志明,電話:【13562007212】、【13562007212】,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。












