
以下是:鋼筋滾絲輪客戶信賴的產品參數
材質 合金 型號 79mm 規格 75度 類型 鋼筋滾絲輪 顏色 金色 品牌 華鐵 型號 79*45*30 可定制 是 鋼筋滾絲輪客戶信賴,華鐵建材(牡丹江市分公司)專業從事鋼筋滾絲輪客戶信賴,聯系人:劉經理,電話:【18865122882】、【18865122882】,發貨地:東昌府區鳳凰工業園,以下是鋼筋滾絲輪客戶信賴的詳細頁面。 黑龍江省,牡丹江市 牡丹江因松花江上支流之一的牡丹江橫跨市區因而得名。牡丹江已開發利用的主要風景名勝古跡及人文景點有火山口森林公園、牡丹峰森林公園和自然保護區、雪鄉滑雪場、牡丹峰滑雪場、八女投江紀念群雕、橫道河子東北虎林園及冬季在牡丹江江面上建設的雪堡等。2017年12月,當選中國十佳冰雪旅游城市。
想要更直觀地感受鋼筋滾絲輪客戶信賴產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:鋼筋滾絲輪客戶信賴的圖文介紹
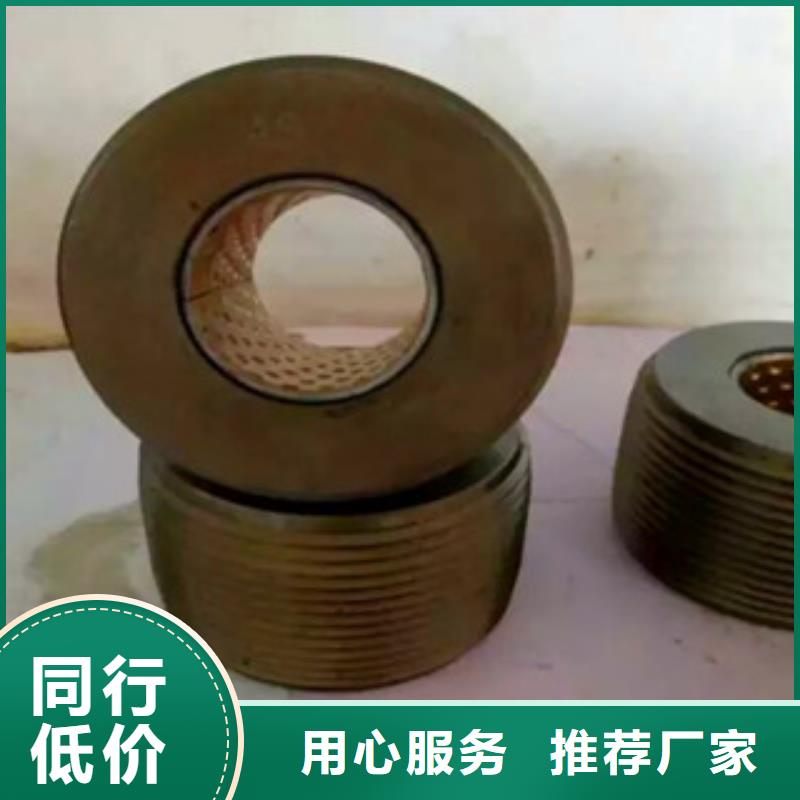
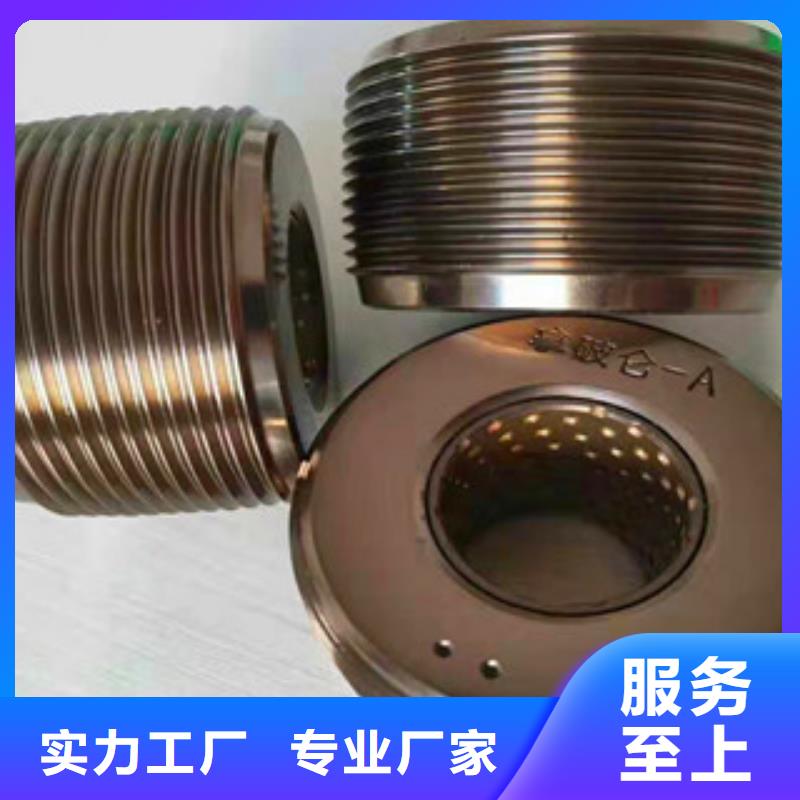
華鐵專業生產鋼筋滾絲輪,
79*45*30 78*45*30 71*45*30 68*45*30 62.5*45*30 直螺紋鋼筋滾絲輪,建筑鋼筋滾絲輪,墩粗鋼筋滾絲輪,2.5螺距滾絲輪,3.0螺距,75度60度,分號輪,單體輪,79*45*30 71*45*30 62.5*45*30,高強度鋼筋滾絲輪生產加工,氣動鋼筋滾絲輪,全自動鋼筋滾絲機用滾絲輪,1.75螺距外徑80MM鋼筋滾絲輪,80mm 79mm 76mm 71mm 70mm 68mm 67mm 64mm 62.5mm 57mm ,單體輪,分號輪,
3,滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外),后,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。
3,滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外),后,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。
4,對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。
(六)刀具、滾輪更換1.剝肋刀切削一定數量鋼筋后,刀刃會變鈍,此時應將剝肋刀拆下,將刀具的前刃面磨去0.2-0.3mm(嚴禁磨刀刃頂面),安裝后即可重新使用。2.剝肋刀刃口崩裂不能正常切削時,可更換新刀片。3.滾絲輪滾軋一定數量的絲頭后,因磨損或牙形損壞,不能滾軋出合格絲頭時,應該及時更換新滾絲輪。4.在更換新的滾絲輪時,調整螺距的墊圈必須安裝正確,否則不能正常工作 。六.鋼筋直螺紋滾絲機使用注意事項1.冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液,更不可用普通潤滑油代替。2.沒有冷卻液時嚴禁滾軋加工螺紋。3.待加工的鋼筋端部應平整,必須用無齒鋸下料。且在端部500mm長度范圍內應圓直,不允許彎曲,更不允許將氣割或切斷機下料的端頭直接加工。4.在初始切削時進給應均勻,切勿猛進,以防刀刃崩裂。5.滑道及滑塊應定期清理并涂油。6.鐵屑應及時清理干凈。7.冷卻液體箱半月清理一次。8.減速器應定期加油,保持規定油位。9.滾壓機應定期進行保養。10.機床的機殼必須可靠接地后再使用。
加工牙形飽滿、尺寸精度高。可加工正、反扣螺紋。此類機床操作簡單、結構緊湊、工作可靠,具有獨特的刀具自動開合機構。可加工Φ 16-40mm的HRB335和HRB400帶肋鋼筋。鋼筋剝肋滾絲機的工作原理1、鋼筋夾緊結構鋼筋夾緊是利用正反螺紋絲杠旋轉帶動夾緊鉗體滑動自定心方式完成的。2、螺紋頭加工:將鋼筋夾緊,剝肋滾絲頭轉動并作軸向進給完成螺紋加工。剝肋滾絲頭轉動是由主電機經減速機以50轉每分的轉速完成。進給由操作員扳動手柄經齒輪、齒條帶動減速機及剝肋滾絲頭沿滑杠運動完成。3、滾絲輪:滾軋螺紋的滾絲輪,由三件組成,可互換安裝,滾扎螺紋一次成型。4、進、退刀開啟主電機按鈕,電機帶動減速機及剝肋滾絲頭轉動,操作員扳動手柄進給,螺紋加工完成時,行程開關觸板壓下行程開關按鈕,延時后反轉退回起始位置并自動停機。鋼筋剝肋滾絲機使用方法
黑龍江牡丹江華鐵建材有限公司位于東昌府區鳳凰工業園,主營【鋼筋滾絲輪】制造,廠家于2016年正式注冊成立。多年以來,廠家本著為客戶提供更好的【鋼筋滾絲輪】產品和服務思想,專注于【鋼筋滾絲輪】設計、制造,與全國200多個【鋼筋滾絲輪】客戶建立了長期合作關系。
DBG—40B型鋼筋剝肋滾軋直螺紋機床(鋼筋剝肋滾絲機),是建筑工程帶肋鋼筋滾軋直螺紋絲頭加工的關鍵設備。
鋼筋剝肋滾絲機床可一次裝夾完成鋼筋剝肋,滾軋螺紋加工。被加工的鋼筋螺紋完全高于JGJ107—2010的6f級的精度要求。
鋼筋剝肋滾絲機不僅結構緊湊,操作簡單,可靠,還具有獨特的剝肋裝置和滾輪裝置的無級調節結構。
本機還可加工標準螺紋,反扣螺紋,還可加工長螺紋。
二,結構
DBG—40B型鋼筋剝肋滾軋直螺紋機床(鋼筋剝肋滾絲機),由機架,臺鉗,導桿,滑板,減速機總成,剝肋滾軋機頭,,冷卻系統,電器控制系統等部分組成。
三,主要技術參數
1,主電機功率:4KW 8A
2,配用電源:三相380V 50Hz
3,減速機速比17,23 {出軸轉速(82—48)r/min}
4,加工鋼筋直徑范圍:Φ16—Φ40mm(HRB335,HRB400,500)
5,加工長度:75mm
6,重量:450kg
選購鋼筋滾絲輪客戶信賴來黑龍江省牡丹江市找華鐵建材(牡丹江市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉經理-【18865122882】,地址:[東昌府區鳳凰工業園]。















