
以下是:乙烯基玻璃鱗片膠泥大規模廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 樹脂 產地 河北 規格 齊全 類型 樹脂 顏色 綠色 品牌 萬雄 型號 齊全 可定制 是 您是想要在保定市滿城區采購高質量的乙烯基玻璃鱗片膠泥大規模廠家產品嗎?萬雄防腐設備有限公司(滿城分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的乙烯基玻璃鱗片膠泥大規模廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:徐經理-18762195566,QQ:18151371377,地址:《大城縣》。 河北省,保定市,滿城區 2022年,滿城區常住人口391771人,全區完成生產總值1501902萬元,比上年增長3.8%。
我們的乙烯基玻璃鱗片膠泥大規模廠家產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。以下是:乙烯基玻璃鱗片膠泥大規模廠家的圖文介紹
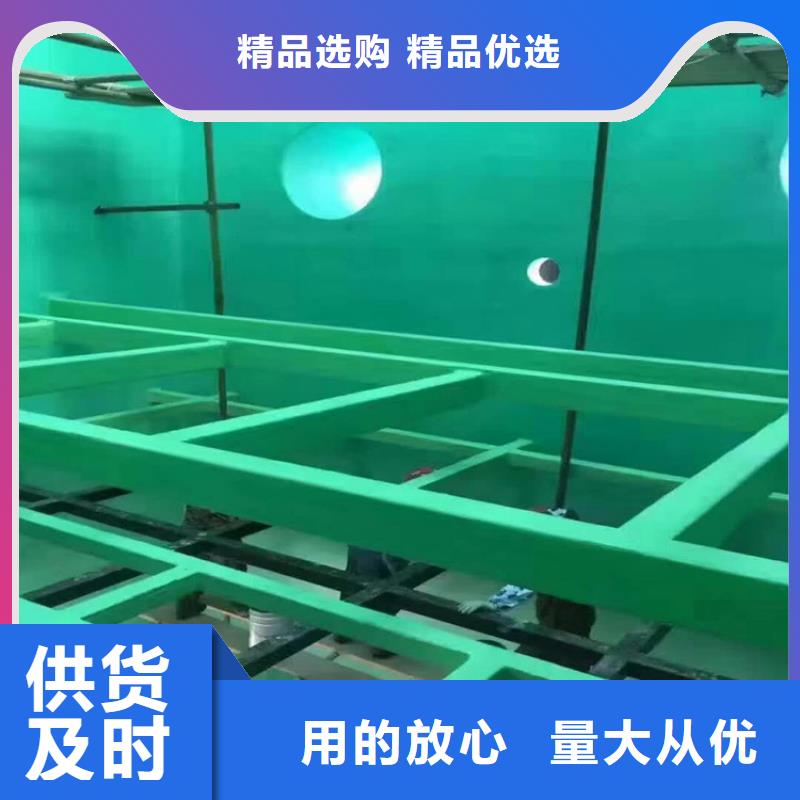
脫硫塔內襯玻璃鱗片膠泥涂料價格 玻璃鱗片是生產重防腐涂料、珠光顏料和塑料制品不可缺少的重要原材料,應用于防腐領域,可明顯提高涂料的防腐性能,延長物件使用壽命;用來制造珠光顏料,玻璃鱗片珠光顏料的光澤度遠遠優于天然云母、人工合成云母制作的珠光顏料,并兼有防腐、防紫外線照射的功能;用于塑料領域,可增加塑料制品的強度,防止熱塑性塑料制成的精密部件的熱 玻璃鱗片膠泥新價格 玻璃鱗片膠泥批 脫硫塔內襯玻璃鱗片膠泥涂料價格 在鱗片襯里施工中,不可避免地會出現這樣那樣的施工缺陷,因此必須通過修補,將經檢測確認的襯里施工質量缺陷完全。 一般下列質量缺陷必需進行修補處理: a、襯層針孔; b、表面損傷; c、層內有顯見雜物; d、襯層厚度不足區; e、襯層固化不足區; f、表面流淌; g、腳手架支撐點拆除后補涂。其修補過程是:首先用砂輪機將檢查出來的缺陷處打磨成平滑的波形凹坑(針孔打磨至金屬基體表面),且務必將缺陷完全,而后用溶劑擦洗干凈打磨區,按鱗片襯里施工方法逐次補涂。具體各類缺陷的修補要求對漏涂、施工厚度不合格質量缺陷實施填補修補。填平補齊,滾壓合格即可。補對漏滾、表面流淌質量缺陷實施調整修補。即將漏滾麻面、流淌痕打磨平滑用溶劑擦洗干凈后,填平補齊,滾壓合格即可。對道鱗片襯里未硬化、漏電點、夾雜物、碰傷等質量缺陷實施挖除型修補。襯里缺陷區打磨坑邊沿坡度為(15~25)?,鱗片襯里施工方法逐次補涂。 脫硫塔內襯玻璃鱗片膠泥涂料價格 對第二道鱗片襯里漏電點、碰傷質量缺陷實施兩道一起挖除型修補,需用砂輪機將缺陷處打磨至底漆后用溶劑擦洗干凈,依圖20按鱗片襯里施工方法逐次補涂。 、玻璃鋼局部增強結構作業 采用玻璃布增強時,應先用預先配制好的略稠狀膩子將待增強鱗片襯里表面區找平,然后按玻璃鋼施工規程,逐層鋪帖。需要強調的是,玻璃布增強后端部的玻纖毛刺由于膠液浸漬固化而成堅硬的毛刺或翅邊,妨礙面漆及的刷涂及時對玻璃布端部的封閉,因此,必須打磨平整。 玻璃鱗片膠泥新價格 玻璃鱗片膠泥批發價格
保定滿城萬雄防腐設備有限公司座落在大城縣;公司占地面積50余畝,廠房建筑面積7000多平方米。分別有涂塑車間、擠出車間、復合車間、注塑車間和倉庫。公司注重人才的管理和培養,以人為本,科學發展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000質量管理體系認證。嚴格執行CJ/T120-2008.CJ/T136-2007產品標準,公司始終堅信沒有好的產品質量沒有企業的生存和發展,每道工序都有相應的檢驗員控制。公司主營產品(保定滿城) 本地 玻璃鱗片膠泥。 以客戶為重,讓我們服務于每一位客戶,能及時與客戶溝通聽取客戶反饋的意見和建議。及時解決客戶在產品使用過程中的問題,是我們每一位員工的責任。為保證供貨的即使和客戶的需要,公司實行24小時生產,每月月產量1600多噸。滿足了客戶的需要和工地工期緊及時安裝的問題。 面對快速發展的管道防腐行業,潞沅公司將繼往開來,發揚“與時俱進,追求超卓”的潞沅精神,憑借優良的產品質量、完善的服務體系,以市場化、多元化的經營理念開拓發展,創造出更加輝煌燦爛的明天。
環氧乙烯基玻璃鱗片底漆耐磨膠泥面涂價格優勢, 用途特點具有獨特的抗滲屏蔽結構,可耐酸、堿、鹽及部分有機物。優異的抗溫度劇變性能和耐磨性能,濕態耐溫達140℃,干態可達200℃。常溫施工,施工工藝簡單。優異的綜合性能和粘結性。用于苛刻條件下,室內外結構、混凝土結構的防腐蝕。用于腐蝕強度中等以下的液體介質設備內襯、管道、貯槽等內外的防腐蝕。 脫硫煙道專用鱗片膠泥|脫硫煙道專用鱗片防腐膠泥|乙烯基鱗片膠泥|乙烯基鱗片防腐膠泥|鱗片防腐膠泥|鱗片膠泥|高溫防腐鱗片膠泥|高溫鱗片膠泥|酚醛乙烯基鱗片膠泥|環氧乙烯基鱗片膠泥|乙烯基膠泥|乙烯基酯膠泥|乙烯基酯樹脂膠泥 公司是耐腐蝕樹脂的專業生產廠,產品有乙烯基酯樹脂、不飽和聚酯樹脂、雙酚A型不飽和聚酯樹脂、呋喃樹脂、呋喃膠泥、酚醛樹脂、環氧樹脂、環氧呋喃樹脂、環氧鱗片膠泥、環氧鱗片涂料、乙烯基玻璃鱗片涂料(面涂、底涂)、脫硫煙道專用鱗片襯里膠泥VEGF-G、脫硫煙道專用鱗片膠泥 ... 環氧樹脂玻璃鱗片底漆施工方法 脫硫塔本體內部玻璃鱗片防腐,以及部分出口煙道防腐,為此,特編制吸收塔防腐施工方案。 主要涂層結構施工工藝流程 .1脫硫塔防腐普通涂層結構玻璃鱗片施工流程 基體驗收→表面凈化→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮膠泥道→檢查修補→鏝刮膠泥第二道→檢查修補 .2脫硫塔防腐玻璃鱗片FRP增強涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮玻璃鱗片膠泥道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→樹脂襯玻纖布一層→干燥→面層涂裝→終檢查(電火花等)→驗收 .3脫硫塔防腐耐磨玻璃鱗片涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥—>鏝刮玻璃鱗片膠泥道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→耐磨層一道→干燥→樹脂襯玻纖布一層→耐磨層第二道→干燥→面層涂裝→干燥→終檢查(電火花等)→驗收 、涂層施工前主要標準要求 .1表面準備5.1.1襯里鋼殼的貼襯表面必須平整,結構棱角處必須圓滑過渡,所有需內襯的橫向、縱向焊接連續飽滿,并同相接表面保持平滑。 1.2對需現場防腐的設備,按鋼結構焊接標準的要求進行焊接,并對所有內襯的拐角和邊緣進行打磨。 1.3表面上所有焊渣,采用切削的方式,后打磨至平滑。 1.4所有內、外的加固件、吊環、支撐和夾子都應在內襯施工開始前焊接到容器或管道上。臨時性的夾子或吊環等在施工前必須去除,并且將該區域打磨平滑。鋼殼體完成后,按德不準及圖紙要求進行驗收并交付防腐工作。設備貼襯表面應達到局部平整,拐角處應圓滑過渡。凸角面圓角半徑大于5mm,凹角面應大于10mm.局部(包括焊接縫處)凹凸不平度應小于3mm,且通過打磨后,殼體厚度必須大于設備設計的小厚度。點蝕、裂縫、咬邊、劃痕、鱗皮等表面缺陷必須打磨,在需要的地方通過焊接加以修補,焊接必須打磨得平整、光滑,并且不能夾有夾渣、氣孔。 噴砂施工主要工藝流程 1噴砂施工 1.1砂粒選用粒徑0.5-3.0mm干燥、有菱角的礦砂。 1.2噴砂氣體為0.5-0.8Mpa清潔、干燥的壓縮空氣。 1.3噴嘴選用:耐磨噴嘴。 1.4噴砂作業穿噴砂服,工作前檢查所有管路完好暢通,才可以進行施工作業。 1.5噴砂順序為先難后易,噴槍運行方向和工件表面平行,噴槍工作時與工作面呈一定角度。 2噴砂后清潔 2.1噴砂期間用大功率的防爆軸流風機進行通風除塵。 2.2表面和架板的浮灰、砂粒先用壓縮空氣吹掃清潔。 2.3有油污處用苯乙烯擦干凈。 3工作區域氣候條件控制:T=10~40C??空氣相對濕度(RH)<89%. 各種涂層結構施工規范說明 1常規玻璃鱗片涂層結構(非FRP增強結構)。 1.1底漆施工 1.1.1底漆施工采用滾涂或刷涂,施工過程隨時檢查,流掛、漏涂等現象,用滾筒或刷子趕壓平整或補刷。 1.1.2施工過程中測試濕膜厚度,小于60Um的部位補刷。 1.1.3物料配制: (1)配制比例:漆料:引發劑:促進劑=100:1.5:0.8(重量比)(或根據氣候條件調節) (2)配制方法:用攪拌機先把底漆攪拌均勻,再加入引發劑、固化劑混合攪拌1—2分鐘; (3)專業配料員配料和記錄材料的批號、用量。 1.1.4操作要點: (1)滾涂方式為先由上下左右來回滾動,均布物料。 (2)拐角或者滾筒難以施工的部位刷涂。 (3)濕膜厚度測試每10m2不少于5點,濕膜厚度小于60um部位補涂。 1.1.5工作區域氣候條件控制:(符合標準要求) 1.2層基層鱗片襯里施工 1.2.1施工前的確認事項: (1)濕度高或有結露時必須使用除濕機除濕。 (2)確認刷完底涂后襯里面上是否有粉層或其它異物附著等。如有,必須干凈。 1.2.2襯里材料的調和 (1)配制比例:漆料:引發劑:促進劑=100:1.0:0.5(重量比)(或根據氣候條件調節) (2)調和后用手持攪拌機進行充分的攪拌。 1.2.3襯里施工要領 (1)使用泥抹子與輥筒進行施工,確保厚度平均且達到預期要求。 (2)用輥筒蘸取少理苯乙烯輕輕滾壓涂上的鱗片,調整表面。 (3)確保每層抹的涂層平均濕膜厚度控制在0.4-0.5厘米左右。 1.3層基層鱗片襯里中間檢查 1.3.1外觀檢查 目視,指觸檢查確認無鼓泡,傷痕、流掛痕跡、凹凸不平,硬化不良等缺陷。 1.3.2膜厚檢查 使用磁石式或電磁式厚度計按2m2測一處,確認襯里厚度。 1.3.3對不合格處的處理 (1)厚度不足處必須補足厚度。 (2)凸部,表面傷痕,流掛痕跡,氣泡等處在確保厚度的前提下用砂輪機磨平。 1.4第二層基層鱗片襯里施工(同層類似) 依次類推,確保每道涂層平均濕膜厚度控制在0.4-0.4 m m左右。 1.5面層施工 1.5.1施工前的確認事項 (1)濕度高或有結露時必須使用除濕機除濕; (2)確認前道基層鱗片的硬化狀態。
1、基體處理 l 涂裝作業前,應去除基體表面的油污、殘銹、氧化皮等。 l 使用具有中度堿性的水性清洗劑油污,然后用清水沖凈。 l 所有待涂鋼材表面必須達到Sa2.5級要求。局部修補涂層時,鋼材表面必須打磨到St3級。表面粗糙度要求控制在25~40μm范圍內。 2、混合 l 配比:主劑∶固化劑=9∶1(重量比) l 混合時,應在不【詳細說明】 [脫硫防腐材料特點] 1、基體處理 l 涂裝作業前,應去除基體表面的油污、殘銹、氧化皮等。 l 使用具有中度堿性的水性清洗劑油污,然后用清水沖凈。 l 所有待涂鋼材表面必須達到Sa2.5級要求。局部修補涂層時,鋼材表面必須打磨到St3級。表面粗糙度要求控制在25~40μm范圍內。 2、混合 l 配比:主劑∶固化劑=9∶1(重量比) l 混合時,應在不斷攪拌液體組分的情況下,緩緩倒入固體組分。否則,容易結塊,我們強烈使用機械攪拌。 l 混合后,將混合好的涂料用40目篩網過濾,并倒入另一只容器中。要求持續不斷地緩緩地攪拌,以使涂料始終處于懸浮狀態中。 l 混合后的涂料有效期8小時,請根據施工進度安排使用。 3、環境條件 噴涂作業應在基體處理后盡快進行,一般不應超過8小時。基體表面溫度和環境溫度一般不低于10℃,表面溫度至少應高于露點3℃以上,空氣相對濕度不超過85%。 4、涂裝 l 本涂料可以使用刷涂、無氣噴涂和空氣輔助噴涂方法施工。 l 遍涂層要薄涂,起過渡作用,目的使涂層與基體附著力更好。 l 建議涂2-3遍。待每遍涂層表干后,進行下一道涂裝, 表干時間2-4小時,實干24小時以上。 5、稀釋 l 宜采用,二甲苯:正丁醇:乙酸乙酯=5:3:2;或二甲苯:正丁醇=7:3作為本涂料的稀釋劑。 6、有效期 本產品自包裝之日起,有效期4個月。 標簽: 煙氣 耐磨 涂料 防腐材料 耐高溫防腐漆 施工方法; 為保證涂裝質量,請仔細閱讀使用說明和產品對應的涂裝規范。
萬雄防腐設備有限公司(滿城分公司)【18762195566】在保定市滿城區本地專業從事乙烯基玻璃鱗片膠泥大規模廠家,價格低,發貨快,效果好 ([城市群])可送貨上門。









