

以下是:支持定制的異型管_異型無縫管_冷拔異型管經銷商的產品參數支持定制的異型管_異型無縫管_冷拔異型管經銷商,遠亞商貿有限公司(羅湖分公司)專業從事支持定制的異型管_異型無縫管_冷拔異型管經銷商,聯系人:張宇,電話:15275688966、15275688966,QQ:,發貨地:開發區武夷山路,以下是支持定制的異型管_異型無縫管_冷拔異型管經銷商的詳細頁面。
支持定制的異型管_異型無縫管_冷拔異型管經銷商產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。以下是:支持定制的異型管_異型無縫管_冷拔異型管經銷商的圖文介紹深圳羅湖遠亞商貿有限公司共占地面積30畝,是一家集設計、制作、安裝為一體的大型 無縫管公司。擁有現代化的 無縫管鑄造生產線和配套設備,公司將竭誠滿足客戶不同層次的需求,使客戶能以實惠的價格獲取新穎、別致、富有創意的設計方案及質量的產品和服務。
我們的宗旨始終是:注重客戶需求,重視工藝創新,以其品質和誠信服務,為社會創造優質 無縫管!創造一個綠化、美化、生態的人居環境;營造一種文明、高雅、時尚的文化氛圍;本公司將與廣大客戶一道,攜手共進,共創美好未來!
如何有效的控制異型管中的疤痕?
可能很多人都不知道,異型管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是
一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們
應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑
狀況。
(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物
劑工位使用選裝裝置,并配以旋轉氣壓。
(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
有限公司是聊城大型的無縫鋼管生產銷售企業,所經營的無縫管品種多、規格全、價格低、質
量可靠,在山東省享有極高的知名度,主營各種規格無縫鋼管、大口徑厚壁鋼管、精密鋼管、
合金鋼管、精軋鋼管、冷拔鋼管、光亮鋼管、超長鋼管、低中壓鍋爐管、石油裂化管、化肥管
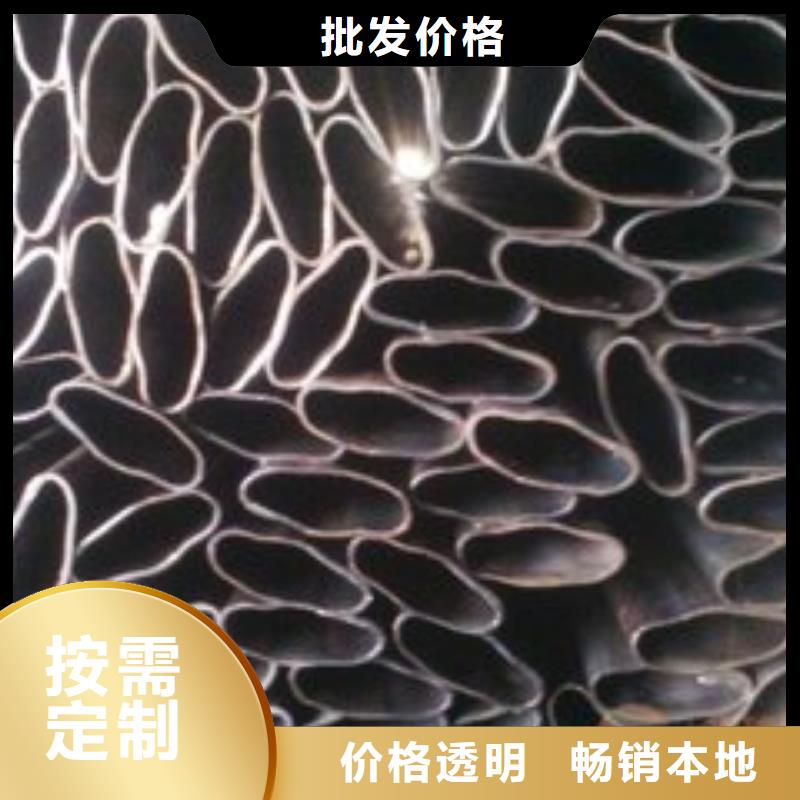
、船舶管、流體管、結構管等。本廠生產的異型管形狀有:橢圓鋼管、扇形鋼管、半圓鋼管、元寶鋼管、凹形鋼管、凸形鋼管、梯形鋼管、三角鋼管、六角鋼管、八角鋼管、十角鋼管、十二角鋼管、面包鋼管、梅花鋼管、菱形鋼管、拱形鋼管、D形鋼管、P形鋼管、Z形鋼管、T形鋼管、L形鋼管、B形鋼管、O形鋼管、字母形鋼管、8字鋼管、花生形鋼管、不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管、錐形鋼管等等各種復雜斷面的異型鋼管,異型管一般都有較大的抗彎抗扭能力。歡迎來廠家參觀訂購。有縫和無縫異型管,按客戶標準和圖紙加工生產。
防止異型管轉爐噴濺的六個方法
異型管轉爐噴濺產生的原因有以下三個:(一)當渣中TFe含量過低,熔渣粘稠,熔池被氧流吹開后熔渣不能及時返回覆蓋液面,
CO氣體的排出帶著金屬液滴飛出爐口,形成金屬噴濺。熔渣返干也會產生金屬噴濺。可見,形
成金屬噴濺的一些原因與爆發性噴濺正好相反。
(二)熔池內碳氧反應不均衡發展,瞬時產生大量的CO氣體,這是發生爆發性噴濺的根本
原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進行的碳氧反應;當熔池溫度
再度升高到一定程度,碳氧反應重新以更猛烈的速度進行,瞬間排出大量具有巨大能量的CO氣
體從爐口排出,同時還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。
(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會引起噴
濺。在鐵水Si、P含量較高時,渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高
,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴重時能夠上漲到爐口。此
時只要有一個不大的推力,熔渣就會從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺
。同時泡沫渣對熔池液面覆蓋良好,對氣體的排出有阻礙作用。嚴重的泡沫渣可能導致爐口溢
渣。
要防止異型管轉爐噴濺的產生,需要采取以下方法:
一、吹煉過程槍位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻
升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且
渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷
現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。
二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的爐
底高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現爐底上漲較高,要及時采取措施
進行處理,處理爐底操作應采取勤、輕處理原則。
三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻
料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣
,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化
程度,并將泡沫化高峰前移,從而達到控制異型管轉爐噴濺的目的,在爐渣嚴重泡沫化時,短
時間提高槍位,使氧槍超過泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少噴濺。
四、在某種程度上復吹轉爐煉鋼的氧槍操作主要是通過槍位的變化來調節和控制爐渣中有
合適的(FeO)含量,以滿足吹煉過程各期的需要。如果(FeO)控制不當,會給吹煉帶來困難,因
此控制噴濺的關鍵就是要控制吹煉槍位。
五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧
化,熔池被加熱時,往往突然引起碳的激烈氧化,容易造成爆發性噴濺。在爐溫很高時,可以
在提槍的同時適當加一些石灰,稠化熔渣,有時對抑制噴濺也有些作用,但加入量不宜過多,
加入的石灰化完后,如果不繼續加人石灰就應當適當降槍,以免在硅錳氧化結束和熔池溫度升
高后強烈脫碳時發生嚴重噴濺。
六、后期的任務是進一步調整好爐渣的氧化性和流動性,繼續去除硫、磷使熔池異型管鋼
液成分和溫度均勻,穩定火焰,便于準確地控制終點,壓槍速度要緩慢,切忌過快,否則會引
起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強熔池攪拌以加速后期脫碳
,均勻熔池的溫度和成分。為此在過程化渣不太好,或者中期爐渣返干較嚴重時,后期應首先
適當提槍化渣。而在接近終點時,再適當降槍,以加強熔池攪拌,使熔池的溫度和成分均勻化
,提高金屬和合金收得率并減輕對爐襯的侵蝕。
支持定制的異型管_異型無縫管_冷拔異型管經銷商,遠亞商貿有限公司(羅湖分公司)為您提供支持定制的異型管_異型無縫管_冷拔異型管經銷商產品案例,聯系人:張宇,電話:15275688966、15275688966,QQ:,發貨地:開發區武夷山路。










