
以下是:精密 異型鋼管距您較近的產品參數精密 異型鋼管距您較近,瑞德隆鋼鐵貿易有限公司(蘿崗分公司)為您提供精密 異型鋼管距您較近的資訊,聯系人:王道廣,電話:13682185898、13682185898,QQ:61150015,發貨地:武清區北方世紀鋼材城。 廣東省,廣州市,蘿崗區 蘿崗區原是中國廣東省廣州市的市轄區,于2005年5月設立,前身為成立于1984年的廣州經濟開發區。
想要一睹精密 異型鋼管距您較近產品的風采嗎?別猶豫,我們的視頻將帶您領略產品的每一個精彩瞬間,從細節中感受品質,從畫面中捕捉魅力。以下是:精密 異型鋼管距您較近的圖文介紹
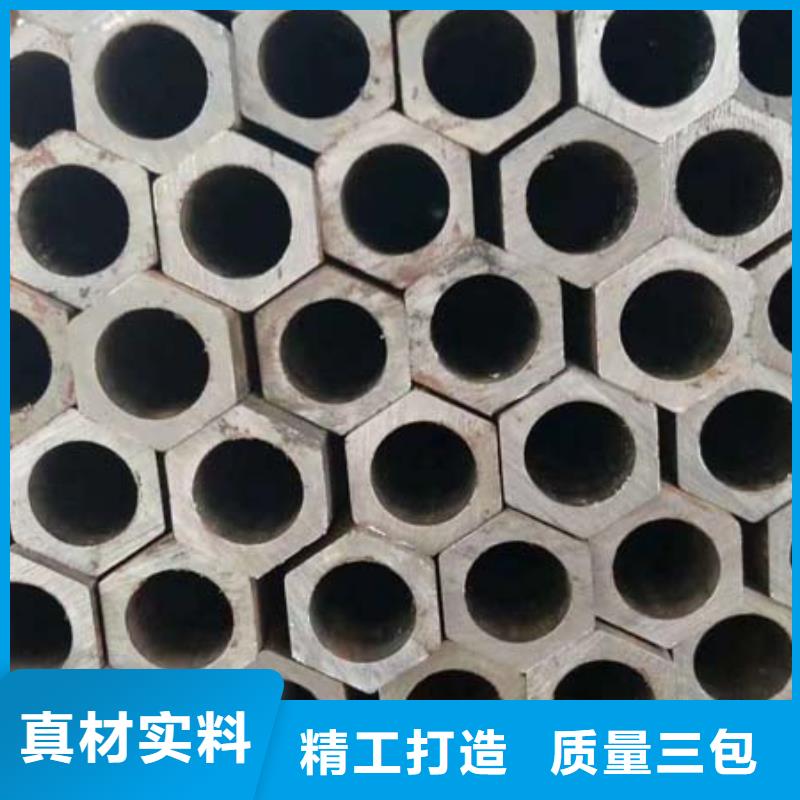
小口徑無縫鋼管的應用越來越多,因為它有著更強的實用性,以及更好的適應性,所以它自然的也會成為更多領域的了。但作為金屬材料它也會存在著自己的弊端,比如說出現銹蝕的情況。小口徑無縫鋼管在銹蝕之后還是或多或少會影響到他的使用效果的,所以為了讓我們始終能夠保持一個好的使用效果。我們自然的也就需要知道怎么樣去處理它的銹蝕情況了。當它的銹蝕并不是很嚴重的時候,我們就可以嘗試通過一些辦法去除銹,對于這種材料來說它可以選擇的除銹方式還是非常多的,而我們也可以根據適當的需要去進行除銹。而利用小口徑無縫鋼管出秀發方法進行除銹主要的是考慮到材料的銹蝕并不是很嚴重的時候,達納如果他的銹蝕過于嚴重的話,那么我們就需要考慮更換了,更換后的管道依舊可以恢復正常的使用。小口徑無縫鋼管處理銹蝕的情況還是非常有必要的,至少它可以讓我們很及時的解決問題,這樣在使用之中也就不會因為不必要的問題而影響到整體的工作了,自然的我們的順利工作也就會有更多保障了。
小口徑無縫鋼管如何造成的? ①熱軋小口徑無縫鋼管主要生產工序(主要檢驗工序):管坯準備及檢查→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理→成品管矯直→精整→檢驗(無損、理化、臺檢) →入庫 ②冷軋(拔)小口徑無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗一般的小口徑無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋小口徑無縫鋼管要短于熱軋小口徑無縫鋼管,冷軋小口徑無縫鋼管的壁厚一般比熱軋小口徑無縫鋼管要小,但是表面看起來比冷軋小口徑無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
廣州蘿崗瑞德隆鋼鐵貿易有限公司服務多行業,秉著“崇尚質量、以人為本、追求卓越”的宗旨,以的的品質、合理的價格及完善的服務不斷贏得用戶的信賴和好評。
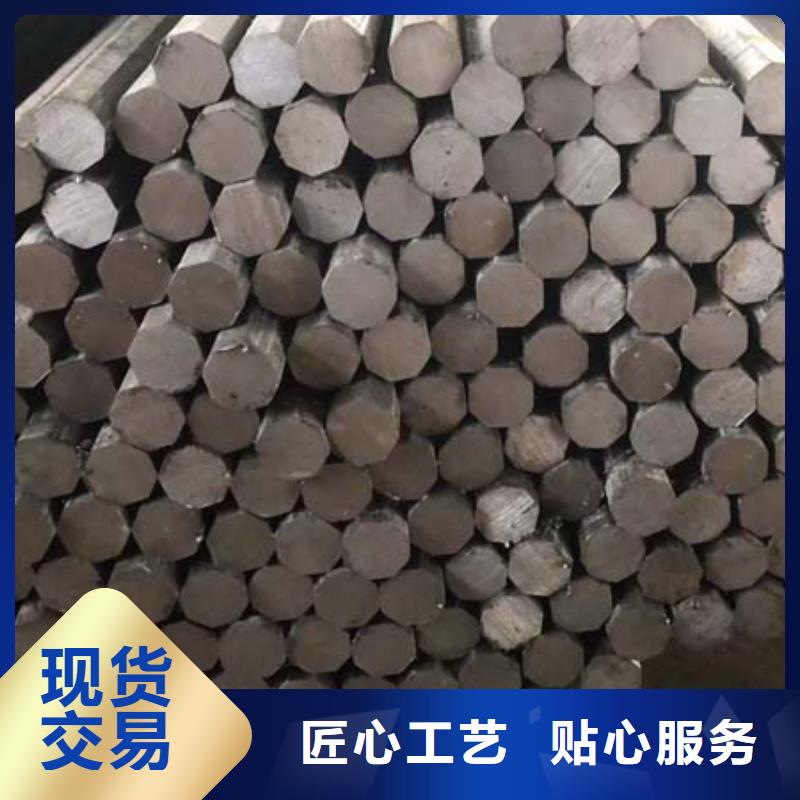
精密無縫鋼管是一種通過冷拔或冷軋處理后的一種高精密的無縫鋼管材料。由于精密無縫鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,為了迎合需求者的不同需求,我國精密形鋼管行業經過不斷地調整和,得到了國內外眾多消費者的好評。 社會經濟增長的迅速發展,精密鋼管鋼廠也在面臨著更大的挑戰。技術創新是精密鋼管企業競爭取勝的關鍵。企業要發展,必須依靠科技進步,提高自主創新意識,增強自主創新能力,明確技術創新對異形鋼管產業的意義,克服企業自主創新意識薄弱。把握市場機會和技術機會,正確地作出技術創新決策,有效并實施這一決策及成功地引入市場。通過技術創新向市場推出新產品。就可以使異形鋼管企業立于不敗之地。40Cr鋼經調質后用于制造承受中等負荷及中等速度工作的機械零件,如汽車的轉向節、后半軸以及機床上的齒輪、軸、蝸桿、花鍵軸、頂尖套等;經淬火及中溫回火后用于制造承受高負荷、沖擊及中等速度工作的零件,如齒輪、主軸、油泵轉子、滑塊、套環等;經淬火及低溫回火后用于制造承受重負荷、低沖擊及具有耐磨性、截面上實體厚度在25mm以下的零件,如蝸桿、主軸、軸、套環等;經調質并高頻表面淬火后用于制造具有高的表面硬度及耐磨性而無很大沖擊的零件,如齒輪、套筒、軸、主軸、曲軸、心軸、銷子、連桿、 螺釘、螺帽、進氣閥等。此外,這種鋼又適于制造進行碳氮共滲處理的各種傳動零件,如直徑較大和低溫韌性好的齒輪和軸。冷拔精軋鋼管以碳素結構鋼、優質碳素結構鋼、不銹鋼、和低合金高強度結構鋼毛坯管為原料,經冷拔制成的截面圓形的無縫鋼管。其名稱系參照鋼管的外形規定,如厚壁精軋鋼管、薄壁精軋鋼管、小口徑精軋鋼管等。
冷拔鋼管用拉拔或冷軋、擠壓、穿孔等方法生產的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼坯或實心圓鋼經穿孔制成毛管,然后經冷撥制成。冷拔鋼管的沖擊韌性是反應金屬對外來沖擊負荷的抵抗能力,一般由沖擊功(Ak)表示,其單位為J(焦耳)。沖擊功是衡量金屬材料韌性的一個指標,是材料在沖擊載荷作用下吸收塑性變形功和斷裂功的能力。沖擊功試驗(簡稱“沖擊試驗“),因試驗溫度不同而分為常溫、低溫和高溫沖擊試驗三種;若按試樣缺口形狀又可分為“V“形缺口和“U“形缺口沖擊試驗兩種。按方向又分縱向沖擊和橫向沖擊兩種。沖擊試驗:用一定尺寸和形狀(10×10×55mm)的試樣(長度方向的中間處有“U“型或“V“型缺口,缺口深度2mm)在規定試驗機上受沖擊負荷打擊下自缺口處折斷的實驗。沖擊吸收功Akv(u)——具有一定尺寸和形狀的金屬式樣,在沖擊負荷作用下折斷時所吸收的功。單位為焦耳(J)。常溫沖擊試驗溫度為20±5℃;低溫沖擊試驗溫度范圍為<15~-192℃;高溫沖擊試驗溫度范圍為35~1000℃。 低溫沖擊試驗所用冷卻介質一般為、、不腐蝕金屬和在試驗溫度下不凝固的液體或氣體。如無水乙醇(酒精)、固態二氧化碳(干冰)或液氮霧化氣(液氮)等。 我們通常將毛管的壁厚加工稱之為軋管。軋管是鋼管成型過程中重要的一個工序環節。這個環節的主要任務是按照成品鋼管的要求將厚壁的毛管減薄至與成品鋼管相適應的程度,即它必須考慮到后繼定、減徑工序時壁厚的變化,這個環節還要提高毛管的內外表面質量和壁厚的均勻度。通過軋管減壁延伸工序后的管子一般稱為荒管。軋管減壁方法的基本特點是在毛管內按上剛性芯棒,由外部工具(軋輥或模孔)對毛管壁厚進行壓縮減壁。依據變形原理和設備特點的不同,它有許多種生產方法,一般習慣根據軋管機的形式來命名熱軋機組。軋管機分單機架和多機架,單機架有自動軋管機、阿塞爾軋機、ACCU-ROLL等,斜軋管機都是單機架的;連軋管機都是多機架的,通常4~8個機架,如MPM、PQF等。目前主要使用連軋(屬于縱軋)與斜軋兩種軋管工藝。
在廣州市蘿崗區采買精密 異型鋼管距您較近到瑞德隆鋼鐵貿易有限公司(蘿崗分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王道廣-13682185898,QQ:61150015,地址:《武清區北方世紀鋼材城》。









