


以下是:不銹鋼復合管護欄產地貨源的產品參數不銹鋼復合管護欄產地貨源,振宇鋼鐵(龍口市分公司)為您提供不銹鋼復合管護欄產地貨源產品案例,聯系人:張經理,電話:【18769593941】、【18769593941】,發貨地:高新區。 山東省,煙臺市,龍口市 2022年,龍口市地區生產總值1382.3億元,可比增長6.0%。
無論您是初次接觸還是已經熟悉,我們的不銹鋼復合管護欄產地貨源產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
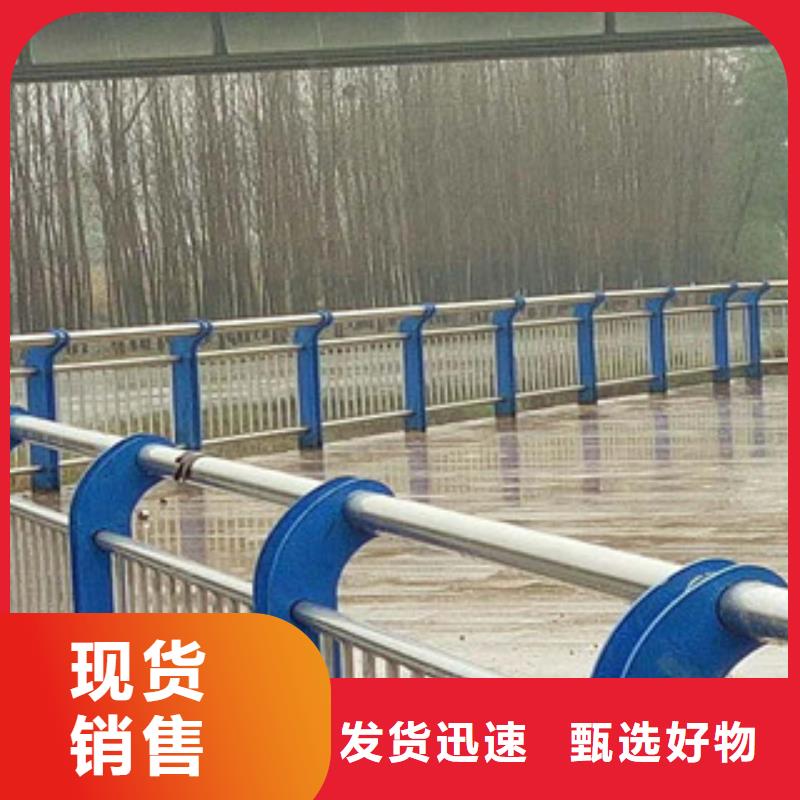
以下是:不銹鋼復合管護欄產地貨源的圖文介紹
在21世紀初發明的不銹鋼,不銹鋼在結合現代材料和建筑應用方面享有盛譽,使其競爭對手羨慕。不銹鋼不會腐蝕,點蝕,腐蝕或磨損。不銹鋼也是建造金屬材料的高材料。由于不銹鋼具有良好的耐腐蝕性,因此可使結構部件保持工程完整性。鉻不銹鋼還具有高機械強度和可擴展性,并且易于制造以滿足建筑師和結構設計師的需求。304不銹鋼復合工業管:304一般采用低碳鋼,耐腐蝕性與304相近,但經過應力后焊接,晶界耐腐蝕,優良無需熱處理,還可保持良好的耐腐蝕性。 304不銹鋼復合工業管材:具有良好的耐腐蝕性,耐熱性,低溫強度和機械性能,沖孔,彎曲,熱加工性能好,無熱處理硬化現象。用途:餐具,櫥柜,鍋爐,汽車配件,器械,建材,食品工業(使用溫度-196c至700c)310不銹鋼復合工業管的主要特點是:耐高溫,常用鍋爐,汽車尾氣。其他屬性是平均的。 303不銹鋼復合工業管:通過添加少量硫和磷,以及其他類似于304年和304年的性能,更容易加工。 310不銹鋼復合工業管的主要特點是:耐高溫,普通鍋爐和汽車尾氣。其他屬性是平均的。 302不銹鋼復合工業管:302不銹鋼棒廣泛用于汽車零部件,航空航天等五金工具,化工。具體細節如下:工藝品,軸承,滑動,器械,家用電器等。特點:302不銹鋼球屬于奧氏體形鋼。與304相比,302具有更高的硬度和hrc小于或等于28,具有良好的防銹和防腐性能。301不銹鋼復合工業管:成型產品延展性好。它也可以通過機加工快速硬化。良好的焊接性。耐磨性和疲勞強度優于304不銹鋼。 202不銹鋼復合工業管:屬于鉻鎳錳奧氏體不銹鋼,性能優于201不銹鋼。 301不銹鋼復合工業管:成型產品延展性好。它也可以通過機加工快速硬化。良好的焊接性。耐磨性和疲勞強度優于304不銹鋼。 201不銹鋼復合工業管:屬于鉻鎳錳奧氏體不銹鋼,低磁性。410不銹鋼復合工業管:屬于馬氏體鉻鋼(高強度),耐磨性好,耐腐蝕性差。 420級不銹鋼復合工業管,工具馬氏體鋼,布氏硬度高鉻鋼等不銹鋼。也可用于工具,可以非常輕松地完成。 410不銹鋼復合工業管:屬于馬氏體鉻鋼(高強度),耐磨性好,耐腐蝕性差。 430不銹鋼復合工業管:鐵素體不銹鋼,汽車配件裝飾等。成型性好,但耐熱性和耐腐蝕性差。讓我們先來了解一下316l不銹鋼:含有鉬和低碳含量的316不銹鋼微量元素,海洋中的化學工業環境和點耐腐蝕性比304不銹鋼好得多。 (316l低碳,316n氮高強度,316f不銹鋼高硫含量,易切削不銹鋼。)310不銹鋼復合工業管:主要特點是:耐高溫,廣泛用于鍋爐,汽車尾氣管道。其他屬性是平均的。
不銹鋼復合管是國內近年來發展起來的一種新型管道材料,它以鋼管為基體,在鋼管的內部覆上各種塑料后復合而成。塑料材料的運用賦予了這種管材更加優異的使用性能,既有鋼管的強度與剛度,又有塑料管的一種耐化學腐蝕、無污染、內壁光滑、積垢、流體的阻力小等優點。在我國建筑業的迅速發展的形勢下,其市場推廣與應用也迎來了發展的契機。在美國、日本等國的輸水管道有80%~90%的管材采用鋼塑復合管。我涂塑管行業的發展也是很快的,目前生產鋼塑復合管的產品的企業已超過了60家,年生產的能力超過了30萬噸,出口量也是逐年增多,國內市場的鋼塑復合管的市場占有率在斷提高。要提高不銹鋼復合管行業的競爭的優勢,必須要提高鋼塑復合管產品的質量水平。我國的鋼塑復合管開發的時間長,在原材料、技術工藝、制造設備等各方面與國外相比,還有較大差距。幾年來鋼塑管行業聯合會在行業內積極宣傳和認真貫徹產品的行業標準,并率先開展了使用行業產品標識的認證工作,使得鋼塑復合管產品的質量水平斷提高。中國不銹鋼復合管門戶正式為解決這一行業問題而定位。 內外涂環氧涂塑復合管基料為改性環氧樹脂粉末內、外涂塑管道。它具有優良的綜合使用性能而備受歡迎,特別是給水內外涂環氧復合鋼管,具有極強的耐腐蝕性,使得外界溫度為-40℃-90℃。適用輸送液體溫度控制為-30℃-80℃,具有良好的耐化學穩定性和耐物理特性,符合生活飲用水輸送及防護材料的性評價標準。給水內外涂環氧復合鋼管涂層表面光滑、美觀、外觀顏色可任意選擇。由于內壁光滑,可防止微生物的滋生,輸送流體阻力小,可增加流量,節省能源,因此主要適用于生活飲用水給水輸送管道,海水輸送管道、再生水輸送管道、化工輸送管道、埋地輸送管道和造船輸送管道。
關于 不銹鋼復合管產品圖片: 本 不銹鋼復合管產品圖片依照實際產品拍攝,因相機拍攝與實際產品難免有成色誤差,一切以實物為準。
在碳鋼管內壁加襯薄壁不銹鋼管,不銹鋼負責與流體接觸保障衛生耐腐蝕,碳鋼負責強度需求的新型復合型管材,稱作內襯不銹鋼復合管。由于在兼備了不銹鋼管和碳鋼管的優勢同時規避了薄壁不銹鋼管的強度低和碳鋼管的易腐蝕缺陷,在現代給排水領域應用越來越廣泛。內襯不銹鋼復合管的內襯材質為GB12771-2000流體輸送用不銹鋼焊接鋼管規定的0Cr18Ni9食品級304不銹鋼。由于鋼中含有18%的鉻在使用過程中管道內壁形成一層極薄的氧化鉻薄膜該薄膜阻止金屬繼續氧化。304不銹鋼在20℃時在10%硝酸中的腐蝕速度為每年小于0.1毫米在10%沸醋酸中的腐蝕速度為每年小于0.1毫米,在20℃時50%檸檬酸中的腐蝕速度為每年小于0.1毫米,在20℃時20%氫氧化鉀中的腐蝕速度為每年小于0.1毫米在60℃時80%磷酸的中的腐蝕速度為每年小于0.1毫米,在50℃時在2%硫酸中的腐蝕速度為每年0.016毫米。采用內襯不銹鋼復合鋼管配以不銹鋼焊接管件和不銹鋼法蘭可以用來輸送弱酸性或弱堿性的化工流體。內襯不銹鋼復合管現場施工要點分析內襯不銹鋼復合管截管應符合下列規定:切割面應采用砂輪磨光,去除毛刺。管材切割斷面應垂直于管軸線。管端平面傾斜度偏差。公稱直徑不大于80mm時允許偏差不應大于0.8mm公稱直徑為100—150mm時允許偏差不應大于1.2mm公稱直徑在200mm以上時允許偏差不應大于1.6mm管道焊接施工前準備工作 :采用焊接連接時,管道管端切面應與管軸中心線垂直、端面平整光滑、無毛刺飛邊。切割面的坡口和尺寸應符合現行標準《工業金屬管道工程施工及驗收規范》GB50235的規定。管道組對前將坡口內外表面小于10mm范圍內的油垢銹毛刺以及鍍鋅層清理干凈且不得有裂縫夾層等缺陷。管道對接焊口的組對應做到內壁齊平。焊條使用前應按要求進行烘干使用過程中要保持干燥焊條使用前應清理表面的油污等雜質。內襯不銹鋼復合管焊接連接的施工工藝原理在管道對焊時有以下要求坡口角度應控制在30度~40度之間。坡口時應露出內層不銹鋼管1mm左右。對口焊接應按照下述工藝施工。先使用不銹鋼焊絲氬弧焊將管內壁的不銹鋼管對接滿焊,使得內部的不銹鋼層形成一個整體。內襯不銹鋼復合鋼管配件發展趨向一)內襯不銹鋼的復合鑄造管配件:由內層與外層復合而成,所述內層為不銹鋼管層,所述的外層為鑄鐵管層或鑄鋼管層,所述的內層與外層之間為過盈連接。 有益效果為:復合鑄造管配件的材料與復合鋼管的材料可以完全一致,給操作、檢測、維修都帶來了很大的方便,滿足了管道網絡用材統一性的要求;相對傳統的復合管配件,其管徑增大,流量增大;介質不會與碳鋼管接觸,不產生腐蝕和污染;不含塑料層,使用溫度范圍更寬廣;兩金屬層結合牢靠。內襯不銹鋼的復合管焊接配件:包括若干分支段,所述的各分支段由外層碳鋼管與內層不銹鋼管復合而成,所述的各分支段的接合面通過焊接固定。 有益效果為:相對傳統的復合管配件,其管徑增大,流量增大;介質不會與碳鋼管接觸,不產生腐蝕和污染;不含塑料層,使用溫度范圍更寬廣。鉬和碳含量很低,在海洋和點狀腐蝕電阻的化學工業環境大大優于304不銹鋼。(316l低碳、高氮高強度的316n,316不銹鋼硫磺含量較高,易切削不銹鋼)。
目前金屬復合無縫管冷成型法大致有以下兩種:內擴漲型和外減徑型。內擴漲型,即:采用兩種材質的無縫管相互穿套(如外管采用一般普碳鋼無縫鋼管,內穿一薄壁不銹鋼管作為內層金屬管),在內管中施以高壓,使內層無縫管發生塑性變形外層無縫管僅產生彈性變形,從而使內管與外管緊密結合,形成雙金屬復合無縫管。外減徑型,即:仍采用兩種材質的無縫管相互穿套,對外層管進行減徑拉拔或軋制,使內管與外管緊密結合,形成雙金屬復合無縫管。以上兩種工藝生產的金屬復合無縫管的不足之處在于:生產成本高昂,內外管均必須采用現成的熱軋或冷拔無縫管,加上其后的內漲或減徑工序使其制造成本大幅度上升;以上兩種類型的無縫管并非完全意義上的金屬復合,兩層金屬相互間并無冶金熔合,在受軸向力的情況下內外兩層金屬難以傳遞和均衡外力,在需要熱傳遞的應用領域,由于內外兩層金屬間存在間隙,熱阻必將大幅度增加。
熱成型制造工藝包括熱軋和熱擠壓兩種方法,前者主要適用于有縫復合管的生產,后者適用于無縫復合管的生產。軋制是一種傳統的制備復合金屬的方法。熱軋復合實質上屬于壓力焊,如果變形量足夠大,軋輥施加的壓力就會破壞金屬表面的氧化膜,使表面達到原子接觸,從而使兩表面焊在一起。軋制的優缺點分別為:優點:生產率高、質量好、成本低,并可大量節省金屬材料的損耗,因此是目前應用極為廣泛的復合材料生產技術。軋制結合的復合板占復合板總產量的90%,而且經常應用于壁厚小于32mm的管材的加工。缺點:一次性投資大,而且很多材料組合不能通過軋制復合實現。目前應用廣泛的還是利用軋制工藝進行碳鋼、不銹鋼有縫復合管的制造。
熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
您是想要在煙臺市龍口市采購高質量的不銹鋼復合管護欄產地貨源產品嗎?振宇鋼鐵(龍口市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的不銹鋼復合管護欄產地貨源產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張經理-【18769593941】,地址:《高新區》。














