| 產品參數 | |
|---|---|
| 產品價格 | 4800 |
| 發貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運費說明 | 物流 |
| 小起訂 | 1噸 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B |
| 產品品牌 | 神悅 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 包頭 |
| 產品產地 | 天津 |
| 加工定制 | 加工 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
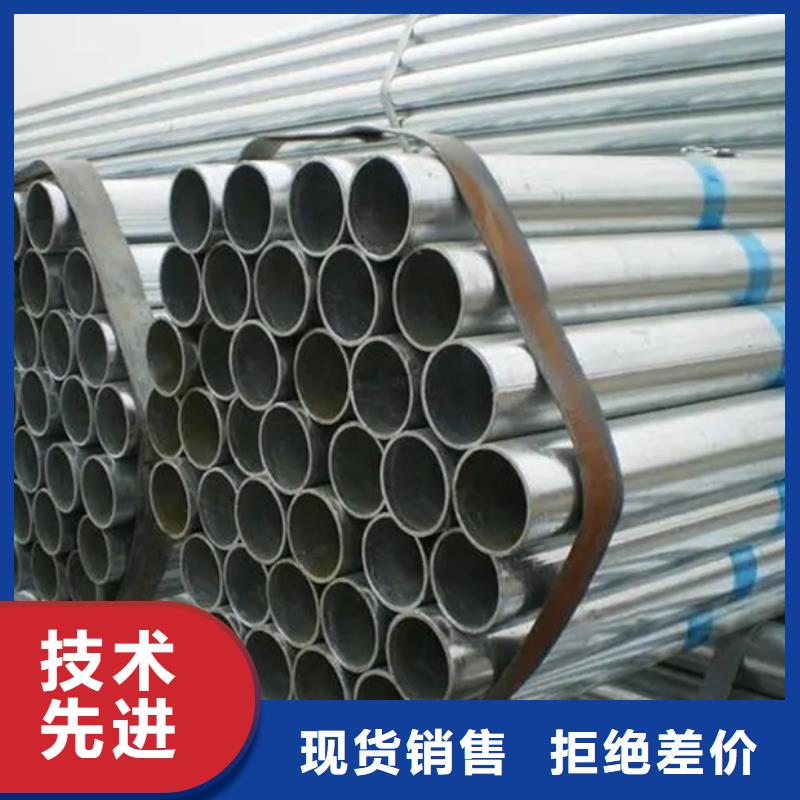
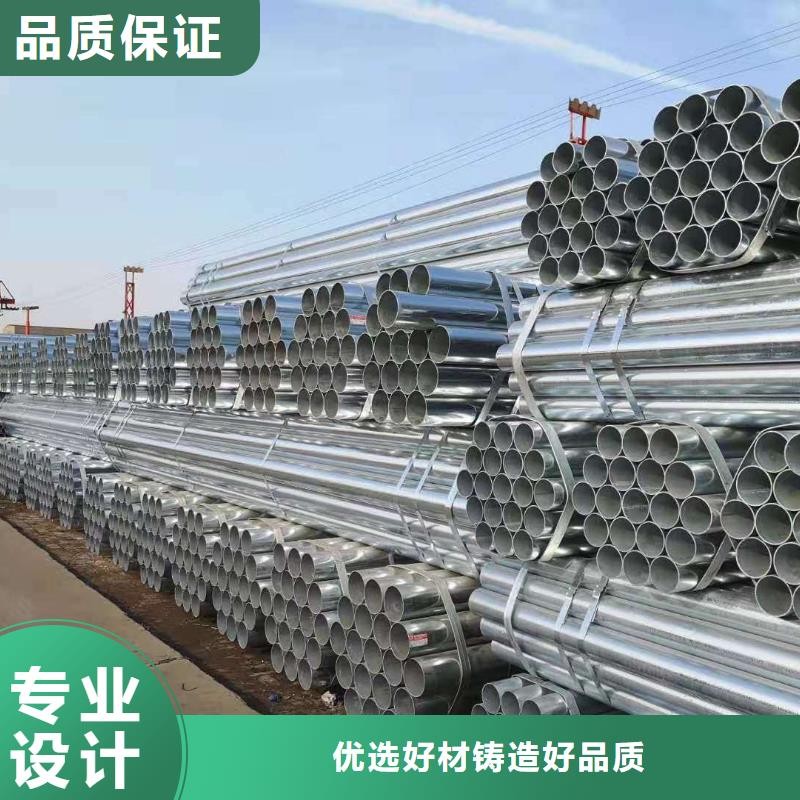
| 產品顏色 | 鍍鋅 |
| 質保時間 | 一年 |
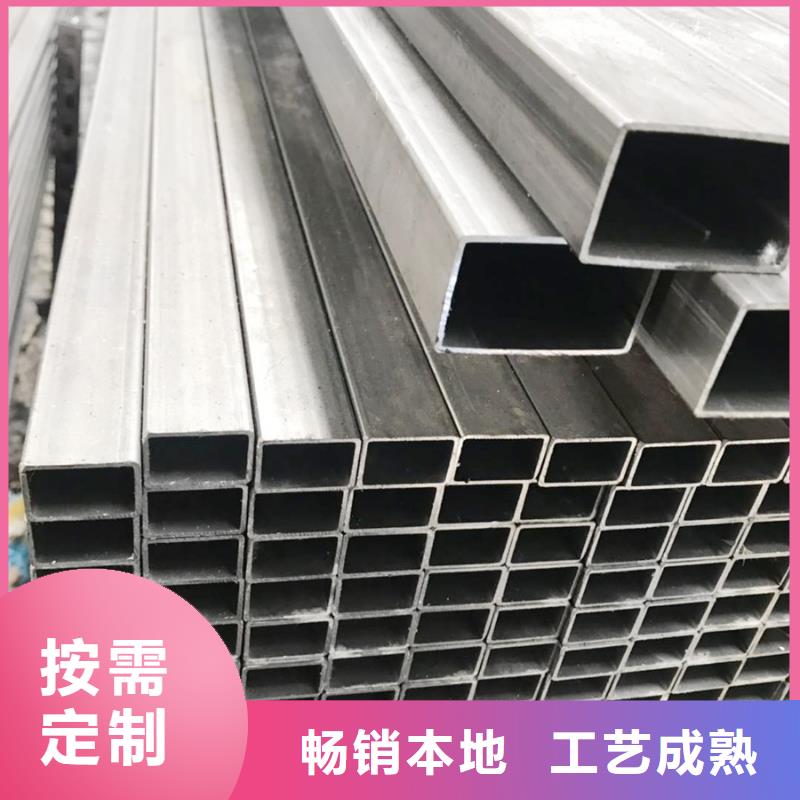
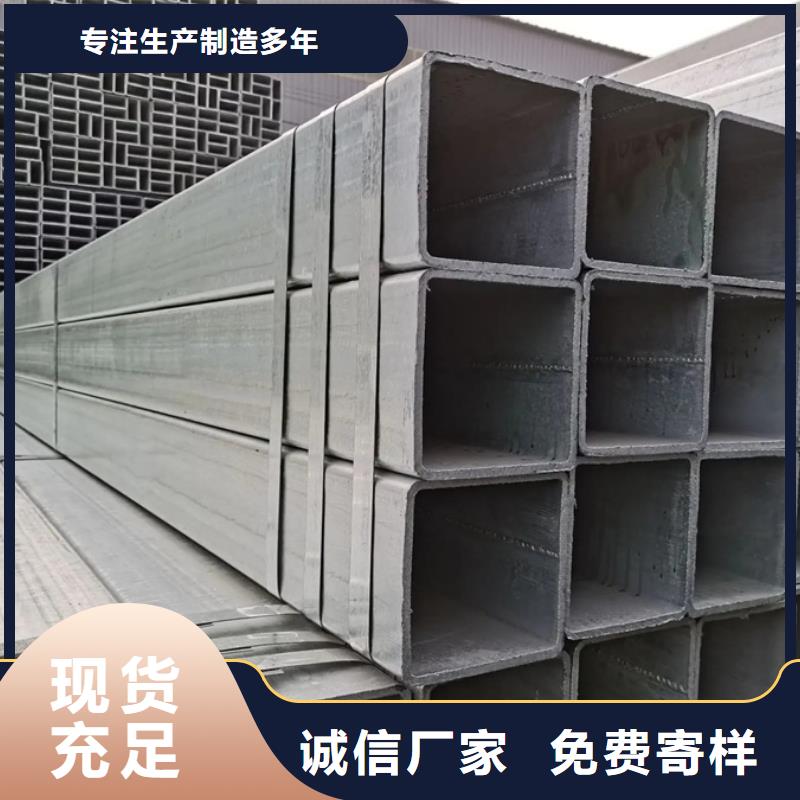
| 外形尺寸 | 圓形 方形 |
| 適用領域 | 建筑、機械、煤礦、化工、電力、鐵道車輛、汽車工業、公路、橋梁、集裝箱、體育設施、農業機械、石油機械、探礦機械等制造工業 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 3米 4米 5米 6米等 |
臨夏制造大口徑直縫埋弧鍍鋅方管的成型方法有UOE成型法、排輥成型法成型等。 對于大多數成型方法, 的工序是擴大焊接管坯的全長,以提高焊接管的質量。 擴徑已成為大口徑直縫鍍鋅方管生產中保證成品管質量的重要工序。 擴徑是利用液壓或機械手段從鋼管內壁加力,使鋼管徑向向外擴徑的壓力加工工藝。 機械方法比液壓方法更簡單、更有效。 臨夏鍍鋅管應用于世界上 進的幾條大口徑直縫鍍鋅方管道擴管工藝。 花瓣的扇形塊沿徑向膨脹,使管坯沿長度方向逐步實現整個管長的塑性變形過程。 分5個階段和初滾圓階段:扇形塊打開,直到所有扇形塊接觸鋼管內壁。 此時,階梯范圍內鋼管內管各點的半徑幾乎相同,鋼管初步圓整。 公稱內徑階段:扇形塊從前面位置開始減速運動,直到到達要求的位置,即有質量要求的成品管的內圓周位置。


鋼基材涂層是常用的方法,也是所有方法中有效的。 臨夏鍍鋅管大大增加了鋼材的耐腐蝕性能,也增加了熱鍍鋅方管、熱鍍鋅角鋼等產品的銷量。 由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。 此外,在配合件上采用熱鍍鋅的,還應考慮鍍層厚度對配合公差的影響。 是沿帶材長度方向在水平面上向一側彎曲或月牙形彎曲的現象; 是由于帶鋼在軋制過程中沿寬度方向兩側變形不均勻造成的。 弧形焊管在生產中容易造成搭焊,成型時偏斜甚至傾覆。 臨夏鍍鋅方管是帶材邊緣部分在縱向上反復彎曲的現象; 是帶鋼軋制時中心部和邊緣部沿寬度方向變形不均勻造成的。 波形彎曲在成型焊接時會造成嚴重的搭接焊,不能產生,所以不允許出現。 是帶材邊緣呈鋸齒狀、凹凸不平的現象,一般發生在縱向剪切帶材上。 原因是分切機的圓盤剪刀鈍或有縫隙。 咬邊嚴重的鍍鋅方管在焊接時會影響焊縫的質量穩定性,會因局部“缺肉”而產生裂紋和裂紋。 結疤和壓痕是軋制過程中異物粘在軋輥上造成的; 劃痕是鋼帶在行進過程中被輥道或地板上的異物劃傷造成的,尤其是在冷軋鋼帶未上油的情況下。
臨夏鍍鋅管加工工藝涂層加工工藝與涂層的質量密切相關。規定涂布輥、涂料輥、計量輥與印版的相對線速比應控制在一定范圍內。應根據不同的管理制度和涂層材料。根據安裝產品的膜厚,為建筑涂料設定一定的粘度范圍,保證涂料的順利發展,促進產品質量的提高。建筑涂料的干燥固化過程,烘箱操作必須按要求控制,不能隨意改變,否則會嚴重影響鍍鋅無縫管涂料產品的偏色和特性。 臨夏16mn鍍鋅焊管因其優異的抗壓強度和耐久力而成為流行的管件,但不必立即應用。 只需在使用前適度調整管件的狀況,以確保其能夠正常工作。 其中,拋光處理是比較關鍵的一環,可以提高管件的實用效果。 研磨拋光是通過對原材料表層進行鉆孔和塑性變形以去除研磨拋光后的凸部而獲得光滑表面的一種研磨拋光方法。 一般采用油石條、毛輪、磨砂紙等,手工制作的龍頭,獨特的零件,例如在旋轉體表面,可以使用轉臺等輔助軟件,超 對工藝性能要求高的可采用精磨拋光法。 超細研磨拋光是一種特制的模具。
名片")