
以下是:鑄鐵型材的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 名稱 鑄鐵型材 工藝 水平連鑄 產(chǎn)地 山東 優(yōu)勢(shì) 無(wú)氣孔 砂眼 用途 機(jī)械加工/精密制造 價(jià)格 議價(jià) 鑄鐵型材_億錦天澤鋼鐵有限公司(崆峒分公司),固定電話:18954456733,移動(dòng)電話:18954456733,聯(lián)系人:邢濤,QQ:1799311315,開發(fā)區(qū)鳳凰工業(yè)園 發(fā)貨到 平?jīng)鍪嗅轻紖^(qū)。 甘肅省,平?jīng)鍪?崆峒區(qū) 2021年,崆峒區(qū)全年地區(qū)生產(chǎn)總值完成171.32億元。其中,產(chǎn)業(yè)增加值完成20.23億元,第二產(chǎn)業(yè)增加值完成41.99億元,第三產(chǎn)業(yè)增加值完成109.09億元,按常住人口計(jì)算,全年人均地區(qū)生產(chǎn)總值34113元。
簡(jiǎn)約而不簡(jiǎn)單,我們的鑄鐵型材產(chǎn)品視頻將用直觀的方式展示產(chǎn)品的核心價(jià)值。
以下是:鑄鐵型材的圖文介紹
平?jīng)鲠轻純|錦天澤鋼鐵有限公司的目標(biāo):讓客戶省時(shí)、省力、省心、省金;以質(zhì)量取勝,以服務(wù)取優(yōu),以價(jià)格取信。
我們的承諾是:保證精美的品質(zhì),給予較低的 球墨鑄鐵棒價(jià)格,提供熱情的服務(wù),因?yàn)槟臐M意,是我們的追求。
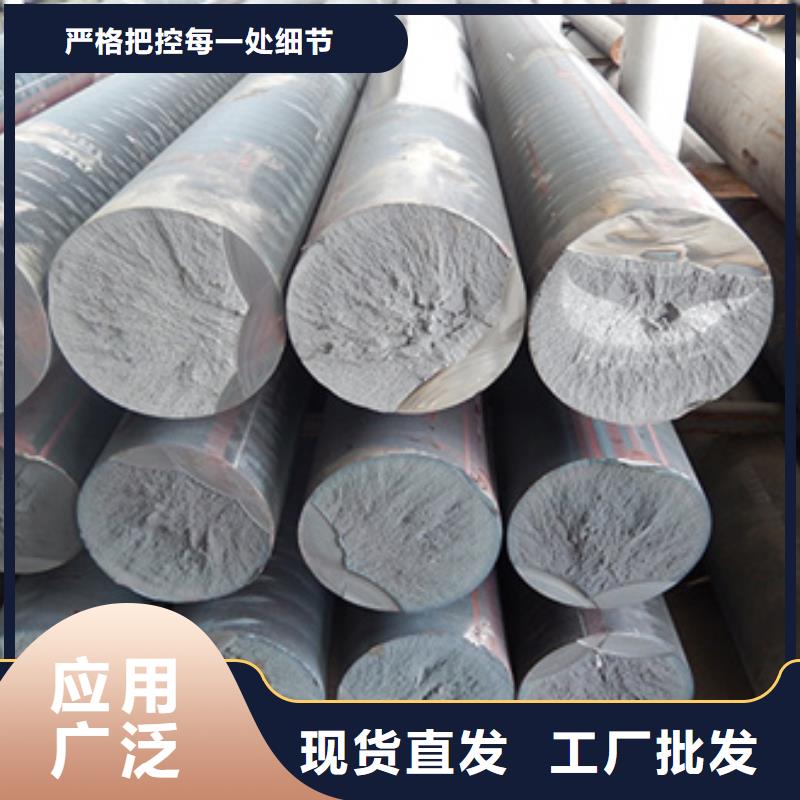
影響鑄鐵組織和性能的關(guān)鍵是碳在鑄鐵中存在的形式、形態(tài)、大小和分布。鑄鐵的發(fā)展,主要是圍繞如何改變石墨的數(shù)量、大小、形狀和分布這一中心問題進(jìn)行的。因此,首先應(yīng)研究鑄鐵中石墨的形成過程及其影響因素。鑄鐵中石墨的形成過程稱為石墨化。在鑄鐵中,碳能以化合態(tài)的滲碳體和游離狀態(tài)的石墨兩種形式存在,游離狀態(tài)的石墨容易形成片狀結(jié)構(gòu)。這是由于石墨的晶格為簡(jiǎn)單六方晶格,基面中的原子間距142nm,原子間結(jié)合力較強(qiáng);而兩基面間的面間距340nm,因基面間距較大,原子間結(jié)合力較弱,故結(jié)晶時(shí)易形成片狀結(jié)構(gòu),且強(qiáng)度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個(gè)價(jià)電子中,只有一個(gè)價(jià)電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導(dǎo)電性)的原因。 在鑄鐵中,碳能以化合態(tài)的滲碳體和游離狀態(tài)的石墨兩種形式存在,游離狀態(tài)的石墨容易形成片狀結(jié)構(gòu)。這是由于石墨的晶格為簡(jiǎn)單六方晶格,基面中的原子間距142nm,原子間結(jié)合力較強(qiáng);而兩基面間的面間距340nm,因基面間距較大,原子間結(jié)合力較弱,故結(jié)晶時(shí)易形成片狀結(jié)構(gòu),且強(qiáng)度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個(gè)價(jià)電子中,只有一個(gè)價(jià)電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導(dǎo)電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強(qiáng);表面質(zhì)量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強(qiáng)度高,無(wú)縮松,氣孔,夾渣,砂眼等缺陷,機(jī)械性能優(yōu)越,其中為顯著的特點(diǎn)是具有度和高韌性相結(jié)合以及優(yōu)良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應(yīng)領(lǐng)域內(nèi)替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結(jié)構(gòu)包括保溫爐、設(shè)置于爐口處的外結(jié)晶器、牽引設(shè)備組成,其特征在于在保溫爐內(nèi)與外結(jié)晶器對(duì)應(yīng)位置設(shè)置內(nèi)結(jié)晶器。所述的內(nèi)結(jié)晶器固定保溫爐下部的外壁上。本實(shí)用新型采用的技術(shù)方案,與砂型鑄造相比,表現(xiàn)在機(jī)械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導(dǎo)向套等,比實(shí)心型材的再加工提高了工效。空心鑄鐵型材生產(chǎn),基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產(chǎn)裝置,該裝置因生產(chǎn)的型材致密性差已被淘汰;第二種采用水平連鑄加內(nèi)結(jié)晶器的生產(chǎn)裝置生產(chǎn)空心鑄鐵型材, 前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會(huì)分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。 前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會(huì)分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。一般,在鐵碳合金的結(jié)晶過程中,因?yàn)闈B碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時(shí)所需的原子擴(kuò)散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。但在擴(kuò)散時(shí)間足夠的條件下,或在合金中含有可促進(jìn)石 墨形成的元素(如硅等)時(shí),在合金中便會(huì)直接自液體或奧氏體中析出石墨。實(shí)踐證明,成分相同的合金在冷卻時(shí),冷卻速度愈快,析出滲碳體的可能性愈大;冷卻速度愈慢,析出石墨的可能性愈大。
QT600-3齒的技術(shù)要求和生產(chǎn)工藝.鑄件質(zhì)量55 kg,外徑460 mm,主要壁厚50 mm;抗拉強(qiáng)度要求與常規(guī)球鐵牌號(hào)QT600-3相同,但伸長(zhǎng)率要求提高到8%,金相組織要求單位面積球數(shù)不少于120個(gè)/mm用呋喃樹脂砂造型,鑄造工藝為:鑄件底部設(shè)4道內(nèi)澆道,鑄件頂面中心設(shè)保溫冒口,熱節(jié)部位設(shè)隨形冷鐵.鐵液熔煉、澆注工藝為:采用中頻感應(yīng)爐化鐵,RE-Mg球化劑蓋包法球化處理以及多次孕育處理;澆注后在澆口杯頂面覆蓋干砂保溫,并延長(zhǎng)保溫時(shí)間.試制結(jié)果顯示,齒輪力學(xué)性能、金相組織均符合要求,鑄件解剖未發(fā)現(xiàn)缺陷.在鑄鐵中,碳能以化合態(tài)的滲碳體和游離狀態(tài)的石墨兩種形式存在,游離狀態(tài)的石墨容易形成片狀結(jié)構(gòu)。這是由于石墨的晶格為簡(jiǎn)單六方晶格,基面中的原子間距142nm,原子間結(jié)合力較強(qiáng);而兩基面間的面間距340nm,因基面間距較大,原子間結(jié)合力較弱,故結(jié)晶時(shí)易形成片狀結(jié)構(gòu),且強(qiáng)度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個(gè)價(jià)電子中,只有一個(gè)價(jià)電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導(dǎo)電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強(qiáng);表面質(zhì)量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強(qiáng)度高,無(wú)縮松,氣孔,夾渣,砂眼等缺陷,機(jī)械性能優(yōu)越,其中為顯著的特點(diǎn)是具有度和高韌性相結(jié)合以及優(yōu)良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應(yīng)領(lǐng)域內(nèi)替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結(jié)構(gòu)包括保溫爐、設(shè)置于爐口處的外結(jié)晶器、牽引設(shè)備組成,其特征在于在保溫爐內(nèi)與外結(jié)晶器對(duì)應(yīng)位置設(shè)置內(nèi)結(jié)晶器。所述的內(nèi)結(jié)晶器固定保溫爐下部的外壁上。本實(shí)用新型采用的技術(shù)方案,與砂型鑄造相比,表現(xiàn)在機(jī)械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導(dǎo)向套等,比實(shí)心型材的再加工提高了工效。空心鑄鐵型材生產(chǎn),基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產(chǎn)裝置,該裝置因生產(chǎn)的型材致密性差已被淘汰;第二種采用水平連鑄加內(nèi)結(jié)晶器的生產(chǎn)裝置生產(chǎn)空心鑄鐵型材, 前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會(huì)分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。
球化和孕育處理。球化劑加入量應(yīng)根據(jù)鐵液成分、鑄件壁厚、球化劑成分和球化處理過程的吸收率等因素分析比較確定。一般為1.6%~2.0%,若球化劑放置時(shí)間較長(zhǎng),則應(yīng)適量多加。球化反應(yīng)控制的關(guān)鍵是鎂的吸收率,溫度高,反應(yīng)激烈,時(shí)間短,鎂燒損多,球化效果差;溫度低,反應(yīng)平穩(wěn),時(shí)間長(zhǎng),鎂吸收率高,球化效果好。因此,一般在保證足夠澆注溫度的前提下,宜盡可能降低球化處理溫度,控制在1420~1450℃。球化劑要砸成小塊,粒度一般在5~25mm,加在包底,再在上面加硅鐵和鐵屑。 孕育處理是球墨鑄鐵生產(chǎn)過程中的一個(gè)重要環(huán)節(jié),它不僅促進(jìn)石墨化,防止自由滲碳體和白口出現(xiàn),而且有助于球化,并使石墨變得更細(xì)小,更圓整,分布均勻,從而提高球墨鑄鐵的力學(xué)性能。孕育劑一般多采用FeSi其加入量根據(jù)對(duì)鑄件的力學(xué)性能要求,一般為0.8%~1.0%。孕育劑的粒度根據(jù)鐵液量多少,一般砸成5~25mm的小塊。孕育劑應(yīng)保持干凈、干燥。在鑄鐵中,碳能以化合態(tài)的滲碳體和游離狀態(tài)的石墨兩種形式存在,游離狀態(tài)的石墨容易形成片狀結(jié)構(gòu)。這是由于石墨的晶格為簡(jiǎn)單六方晶格,基面中的原子間距142nm,原子間結(jié)合力較強(qiáng);而兩基面間的面間距340nm,因基面間距較大,原子間結(jié)合力較弱,故結(jié)晶時(shí)易形成片狀結(jié)構(gòu),且強(qiáng)度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個(gè)價(jià)電子中,只有一個(gè)價(jià)電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導(dǎo)電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強(qiáng);表面質(zhì)量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強(qiáng)度高,無(wú)縮松,氣孔,夾渣,砂眼等缺陷,機(jī)械性能優(yōu)越,其中為顯著的特點(diǎn)是具有度和高韌性相結(jié)合以及優(yōu)良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應(yīng)領(lǐng)域內(nèi)替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結(jié)構(gòu)包括保溫爐、設(shè)置于爐口處的外結(jié)晶器、牽引設(shè)備組成,其特征在于在保溫爐內(nèi)與外結(jié)晶器對(duì)應(yīng)位置設(shè)置內(nèi)結(jié)晶器。所述的內(nèi)結(jié)晶器固定保溫爐下部的外壁上。本實(shí)用新型采用的技術(shù)方案,與砂型鑄造相比,表現(xiàn)在機(jī)械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導(dǎo)向套等,比實(shí)心型材的再加工提高了工效。空心鑄鐵型材生產(chǎn),基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產(chǎn)裝置,該裝置因生產(chǎn)的型材致密性差已被淘汰;第二種采用水平連鑄加內(nèi)結(jié)晶器的生產(chǎn)裝置生產(chǎn)空心鑄鐵型材, 前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會(huì)分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。 球化劑和孕育劑要在出鐵前加入包中,在連續(xù)生產(chǎn)時(shí),剛出完前一爐鐵后,包很熱,過早加入會(huì)使其粘結(jié)在包底而削弱球化和孕育效果。為了延遲球化反應(yīng)時(shí)間,增強(qiáng)球化和孕育效果,要在球化劑和孕育劑的上面覆蓋一層鐵屑。球化處理的方法較多,一般多采用操作簡(jiǎn)便的沖入法處理球鐵。
點(diǎn)擊查看億錦天澤鋼鐵有限公司(崆峒分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在平?jīng)鍪嗅轻紖^(qū)采買鑄鐵型材到億錦天澤鋼鐵有限公司(崆峒分公司),無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來(lái)電。聯(lián)系人:邢濤-18954456733,QQ:1799311315,地址:《開發(fā)區(qū)鳳凰工業(yè)園》。








