以下是:球墨鑄鐵管-球墨鑄鐵管規格全的產品參數球墨鑄鐵管-球墨鑄鐵管規格全,華夏聯豐鑄造有限公司(稷山分公司)為您提供球墨鑄鐵管-球墨鑄鐵管規格全產品案例,聯系人:高經理,電話:13698652159、13698652159,QQ:,發貨地:城陽區雙元路。 山西省,運城市,稷山縣 稷山縣,隸屬山西省運城市。位于山西省西南部,運城市正北端。總面積686平方千米。截至2021年10月,稷山縣下轄5個鎮、2個鄉。2022年,稷山縣常住人口30.75萬人。
以下是我們上傳的球墨鑄鐵管-球墨鑄鐵管規格全視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。以下是:球墨鑄鐵管-球墨鑄鐵管規格全的圖文介紹
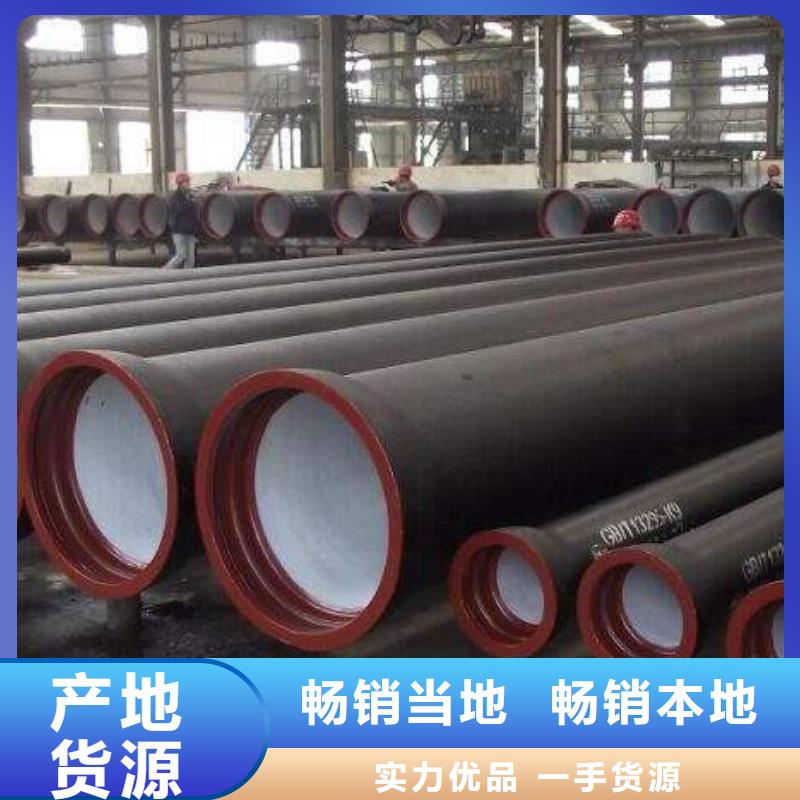
運城稷山華夏聯豐鑄造有限公司主營: 球墨鑄鐵管,我司是一家專業制造 球墨鑄鐵管的生產企業。本公司自行設計、制造 球墨鑄鐵管。本公司始終以質量、誠信為本、服務為發展方針,以開拓發展湛新的技術為前進動力,本公司熱忱歡迎社會各界人士光臨指導、惠顧洽談,共謀發展。
球墨鑄鐵管施工過程中的主要要點 1、 球墨鑄鐵管測量放線 根據設計單位提供的控制樁基準點,按設計圖紙由專業測量人員測出管線的準確位置、標高、打50米樁及轉角,并撒石灰粉線,控制樁上標明樁號、里程、高程,轉角樁應標明角度。轉角地段應加大打樁密度。在檢查井處、變換管徑處、閥門井處均應加設中心樁,必要時還應設置護樁和控制樁。 2、 管溝開挖及基礎處理 ①、開挖前須得到規劃部門、勘測部門的詳細資料,或可能有關的各單位(如供電、電信、廣播、軍事等可能有地下設施的單位)會審,以保證開挖過程中的。 ②、溝槽開挖時,應根據土的類別,確定開挖斷面。考慮管道施工方便,將來回填時土沙能夠充分回填至管底部位和管道施工操作面的需要,槽底寬度要滿足施工要求。管道接口處的溝槽開挖要留有余地,方便接口操作。 ③、土方開挖采用機械開挖,槽底預留20cm由人工清底。球墨鑄鐵管開挖過程中嚴禁超挖,以防擾動地基。對于有地下障礙物(現況管纜)的地段由人工開挖,嚴禁破壞。 ④、球墨鑄鐵管溝槽開挖盡量按先深后淺順序進行,以利排水。 ⑤、挖槽土方處置,按現場暫存、場外暫存、外棄相結合的原則進行。開槽土方凡適宜回填的土選擇妥善位置進行堆放,但不得覆蓋測量等標注,均暫存于現場用于溝槽回填。回填土施工前制定合理土方調配計劃,作好土方平衡少土方外運及現場土方調運。 ⑥、對于地質較差的地段,開挖時還應設置支撐,支撐形成有橫撐、豎撐和板樁撐等,支撐材料選用鋼材,木材或鋼木混合使用。溝槽挖土結束后,應做管道基礎。基礎厚度30CM,其中20CM大片,10CM碎石 ⑦槽底遇有不易的巖石,應將其鑿至槽底以下不小于0.15m,再用沙土回填夯實至設計高度要求。
灰口鑄鐵的補焊工藝. 冷焊法. 電弧焊冷焊法就是焊件在焊前不預熱,焊接過程中也不輔助加熱,因此可以加速焊補生產率,降低成本,改善勞動條件,減少焊件因預熱時受熱不均勻而產生的變形和焊件已加工面的氧化.目前冷焊法正在推廣,并迅速發展.但是冷焊法在焊接后因焊縫及熱影響區的冷卻速度很大,極易形成白口組織.此外因焊件受熱不均勻,常形成極大的內應力,會造成裂紋,在冷焊時應注意以下幾點: ① 焊前應徹底清理油污,裂紋兩端要打上裂孔,加工的坡口形狀要保證便于焊補及減少焊件的熔化量。 ② 采用鋼芯或鑄鐵芯的以外的焊條,小直徑焊條應盡量用小的焊接電流,以減少內應力和熱影響區的寬度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷卻后再焊。 ④ 采用分段倒退焊.這樣可以降低拉應力,對防裂有好處。 ⑤每項焊一短焊道后,用圓頭錘沿焊逢向外錘擊。 冷焊焊條按焊后焊縫的可加工性分為兩大類:一類用于焊后不需要機械加工的鑄件,如鋼芯鑄鐵焊條(EZCQ),只適用小型薄壁鑄件剛度不大部位的缺陷焊補;另一類用于焊后需要機械加工的鑄件,如純鎳焊條(EZNi-1)鎳鐵鑄鐵焊條( EZNiFe-1)鎳銅鑄鐵焊條(ENiCu-1)等。 熱焊法 熱焊法是在焊接前將焊件全部或局部加熱到600-700℃,并在焊接過程中保持一定溫度,焊后在爐中緩冷的焊接方法。用熱焊法時,焊件冷卻緩慢,溫度分布均勻,有利于白口組織,減少應力,防止產生裂紋。但熱焊法成本高,工藝復雜,生產周期長,焊接時勞動條件差,因此應盡量少用。 氣焊焊補灰口鑄鐵的補焊工藝: 氣焊火焰溫度比電弧溫度低得多,因而焊件的加熱和冷卻比較緩慢,這對防止灰口鑄鐵在焊接時產生的白口組織和裂紋都很有利。所以用氣焊焊補的鑄件質量一般比較好,因氣焊成為補焊鑄鐵的常用方法。但氣焊與焊條電弧焊相比,焊工的勞動強度高,焊件變形較大,焊補大型鑄件時難以焊透。但由于氣焊鑄件的質量較好,易切削加工,使許多工廠中的中小型灰口鑄件,還是較多用氣焊焊補。 焊前準備 ① 在焊件完畢后,檢查缺陷.焊件上的缺陷可起碼接觀察,也可用10-20倍的放大鏡查找。 ② 裂紋找出后,在裂紋的兩端鉆直徑φ4-6mm的 裂孔,以防止裂紋擴展.焊接灰口鑄鐵時可選用鑄鐵焊絲,絲401A或絲401B. 焊接時氣焊熔劑選用氣劑201,鑄鐵氣焊熔劑熔點為650℃成堿性,能將鑄鐵氣焊時產生的二氧化硅(熔點為1350℃)變為易熔的鹽類.鑄鐵用氣焊熔劑進行灰口鑄鐵補焊時,應選擇較大號的焊炬,以提高焊接頭焰效率,有利于氣孔夾渣等缺陷.焊嘴孔徑可根據焊補處的壁厚確定。 山東華夏聯豐鑄造有限公司
在運城市稷山縣采買球墨鑄鐵管-球墨鑄鐵管規格全到華夏聯豐鑄造有限公司(稷山分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-13698652159,QQ:,地址:《城陽區雙元路》。







