以下是:蘇州市姑蘇區球墨鑄鐵管-可寄樣品的產品參數【健暉】為客戶提供多樣化產品,包括相城球墨鑄鐵管助您降低采購成本、吳中球墨鑄鐵管專業供貨品質管控、昆山球墨鑄鐵管應用領域、太倉球墨鑄鐵管口碑好實力強等,適配多元場景需求。在蘇州市姑蘇區采買球墨鑄鐵管-可寄樣品到健暉鑄造(蘇州市姑蘇區分公司)sdlcjhzz237-3,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋江蘇省、蘇州市、姑蘇區、虎丘區、吳中區、相城區、吳江區、常熟市、張家港市、昆山市、太倉市,聯系人:李經理。 江蘇省,蘇州市,姑蘇區 2022年,姑蘇區地區生產總值912.5億元,按可比價計算,同比增長1.1%。
別再錯過任何細節!花費一分鐘觀看球墨鑄鐵管-可寄樣品產品視頻,讓您的購買決策更加明智。以下是:蘇州姑蘇球墨鑄鐵管-可寄樣品的圖文介紹
山東聊城健暉鑄造有限公司堅持誠信、互利,為客戶提供好的服務 和實惠的價格。 球磨鑄鐵管澆鑄順序是根據鑄件的材質牌號,鑄件大小,厚薄,復雜程度和技術要求等合理安排,相同材質的鑄型應聚集在一起。 沖天爐熔化的鐵液,熔化前期的鐵液溫度較低,化學成分波動較大,適合澆厚壁且要求不高的鑄件,熔化中期的鐵液溫度和化學成分比較穩定,適合澆復雜,薄壁,大型,技術較高要求的鑄件,熔化后期的鐵液供應量不穩定,適合澆小型鑄件。 煉鋼爐熔化的金屬液,因熔煉是一次完成的,前期澆鑄溫度較高,適合澆鑄復雜,薄壁鑄件,后期澆鑄溫度較低,適合澆鑄厚壁,簡單鑄件。 鑄型的排列布置應將大型鑄型排列于兩側或者一側,高的鑄型排列于離熔爐遠一些的地方,避免高大鑄件擋住澆鑄人員和指揮者視線。小型鑄型集中排列在離熔爐近一些的地方。 對于中小型鑄型,要盡量使澆口盆排成直線,便于澆鑄,且縮短澆鑄時間。在小型鑄件少,大型鑄件多的情況下,應該用白色粉筆或者涂料筆在沙箱上編上澆注序號,對于不好辨認的澆冒口,通氣孔等,要用粉筆作出記號,使澆鑄工作井井有條。在有條件的車間,大型鑄件應安排在地坑中澆注。 檢查工作的后一步是:檢查緊固裝置,抹縫和澆冒口圈高度。 檢查緊固裝置能否加緊鑄型,使用壓鐵,則要檢查壓鐵重量是否足夠,所壓四角配重是否均衡,是否影響澆注。檢查澆冒口高度是否符合工藝文件要求。檢查抹縫質量及完成情況。 球墨鑄鐵管件的生產過程中金屬液在澆鑄前用測溫儀器進行溫度檢查,并采取試樣或通過觀察進行金屬液成分檢查。 金屬液質量對球墨鑄鐵管件質量有直接影響,不合格的金屬液往往造成球墨鑄鐵管件直接報廢而無法補救。筆者在這里重點介紹球墨鑄鐵金屬液的質量檢查方法。
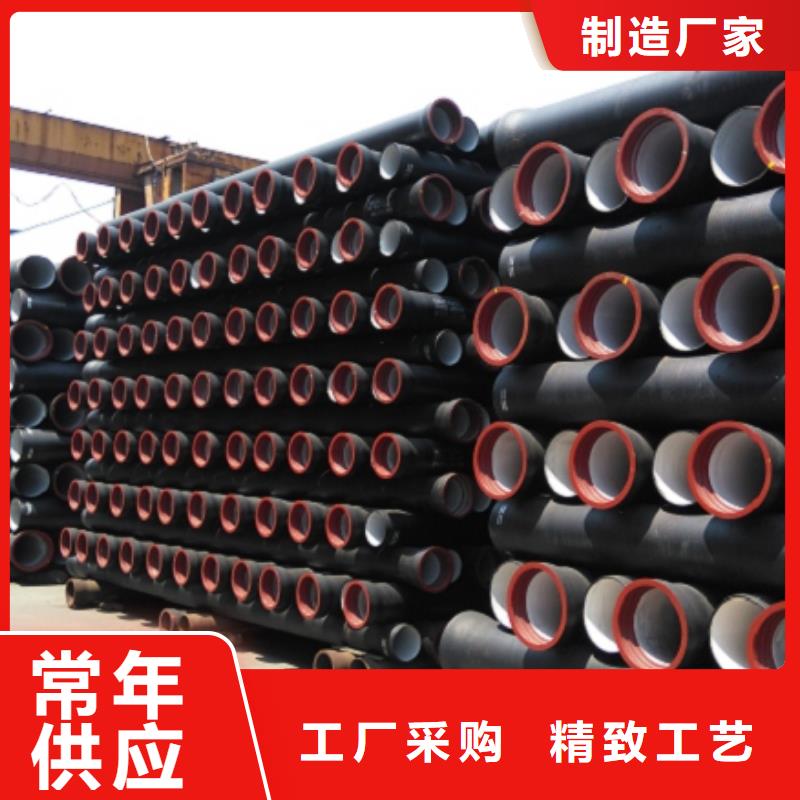
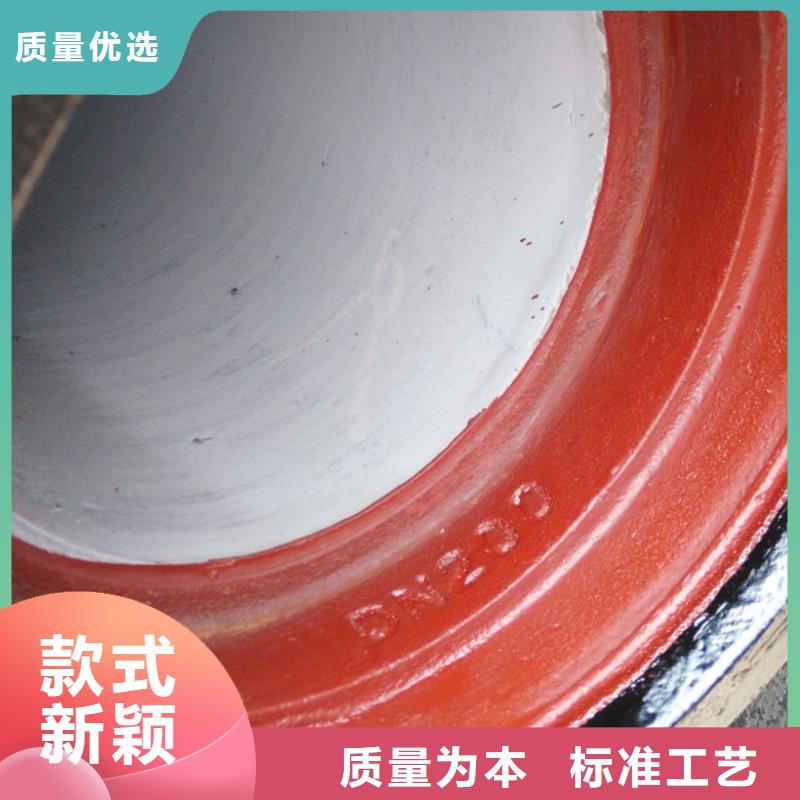
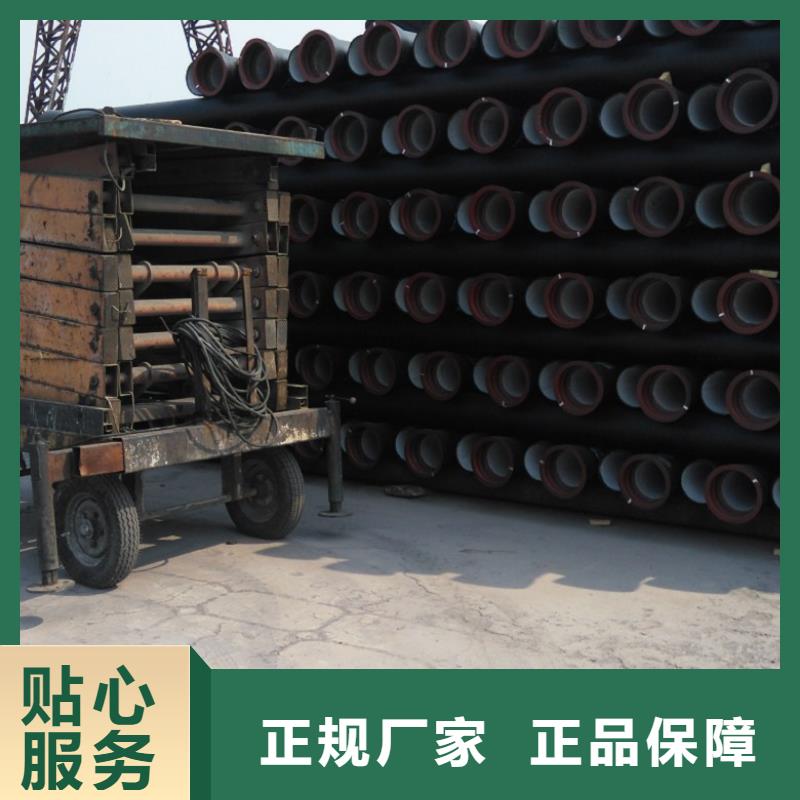
蘇州姑蘇健暉鑄造有限公司位于開發區鋼管城 ,是一家專業從事 球墨鑄鐵管等產品的生產廠家,還生產各種規格蘇州姑蘇品種多樣。我廠擁有一支高素質的的研發團隊,擁有國內優良的生產技術,通過引進國內外較先進的生產設備,在制作工藝和環節上精益求精,使產品從設計到制造無誤。
公司生產的產品在很多行業有著廣泛應用。在市場發展中,我們將不斷努力,不斷創新,開發出品質的產品,從而以優良的產品、無微不至的服務,回饋我們的客戶!
山東聊城健暉鑄造有限公司,主要經營水冷金屬型球墨鑄鐵管,球墨鑄鐵自錨管,球 墨鑄鐵頂管,膠圈,壓力排污球墨鑄鐵管,閥門等產品,公司堅持誠信、互利,為客戶提供好的服務 和實惠的價格。 需經孕育處理的鐵液在1400℃以上。其試樣白口寬度應在孕育處理后的白口寬度的3倍以上。孕育處理方法是:在鐵液出爐時,在出鐵槽中徐徐加入符合顆粒要求的經過預熱的孕育劑(硅的質量分數≧70%的硅鐵或硅鈣合金),加入量是根據處理前后白口寬度的變化倍數而定,一般為鐵液處理量的質量分數0.3%——0.7%。 在處理過程中要充分攪拌澆包內鐵液,以加速孕育劑的溶解和減少燒損。使鐵液達到白口寬度要求后,應盡快扒渣和澆鑄,以避免出現孕育退化現象。 砂型 離心鑄造中使用的砂型、組芯造型、石膏型,甚至熔模鑄造殼都和普通重力鑄造時所用的制造方法相同,但使用時要注意幾點: (1)由于離心力的作用,砂型應有更高的緊實度,防止沖砂;砂芯應注意使用芯鐵增加強度。 (2)不能使用無箱造型。即使是無箱或組芯造型也要放在鉸接的砂箱或套箱中澆注。 (3)砂型和砂芯表面應用涂料,防止被沖刷或粘砂。 (4)設計時要確保旋轉平衡,任何不平衡引起的振動都會導致鑄件壁厚不勻。包括砂箱在內的鑄型做不到滿意的平衡,所以有必要時可降低旋轉速度。 (5)要使用專用底板,以便和離心機固定。
熱模法離心球墨鑄鐵管由于鐵液的凝固速度較慢,鑄態組織中沒有共晶滲碳體,伸長率為3%——7%。為提高伸長率,仍需對球墨鑄鐵管進行低溫退火處理。 經低溫退火后組織中大部分珠光體分解為鐵素體,鐵素體的體積分數達到90%以上,具有較高伸長率。 鈦是強烈的球化干擾元素。鈦在球墨鑄鐵管中使球狀石墨發生畸變,球化率降低,嚴重地影響力學性能,一般要求含量低于0.04%。 鉛強烈的阻礙球狀石墨的形成。當鉛含量超過0.009%時,會使片狀石墨數量顯著地增加,而球狀石墨數量迅速下降,球墨鑄鐵管中全部石墨變為片狀。 當球墨鑄鐵管中鈦含量為0.04%鉛的反球化作用甚至在鉛含量為0.004%時也會顯示出來。在厚壁球墨鑄鐵件,鉛的有害作用特別強烈。 當鉍含量超過0.003%時,會使片狀石墨數量急劇增加,球墨鑄鐵的力學性能顯著變壞。當鉍含量超過0.005%,可全部阻止球狀石墨的形成。 在緩慢的冷卻條件下和存在一定量的鈦時,即鈦含量在0.001%——0.002%也會出現片狀石墨。近期試驗證明,少量鉍與稀土復合作孕育劑時,由于具有十分強烈的增加石墨數量的能力,而改善球狀石墨形態。 和鋁均為球化干擾元素,其含量低時對球化影響不大,一般要求和鋁均小于0.02%。 為了保證球化質量的穩定性,要求鐵液中總干擾元素含量小于0.1%。 1、瀝青漆涂層:瀝青漆涂層是用于輸送燃氣的管道。噴漆前對管子進行預熱可以提高瀝青漆的附著力加速干燥。 2、水泥砂漿內襯+特俗涂層:這種內防腐措施適用于輸送污水的管道,也可以提高內襯的抗腐蝕能力。 3、環氧煤瀝青涂層:環氧煤瀝青涂層既適用于燃氣管道,也適用于污水管道。它是一種雙組分涂層該涂層具有較高的附著力和非常光滑的表面。 4、環氧陶瓷內襯:環氧陶瓷內襯適用于污水管道和燃氣管道,但是由于制造工藝難度大,成本高, 所以在使用上有一定的局限性。環氧陶瓷內襯具有很高的附著力和光潔度,是一種極好的防腐蝕涂層。 5. 鋁酸鹽水泥涂層和硫酸鹽水泥涂層 :這兩種特殊水泥涂層均適用于污水管道用球墨鑄鐵管的內防腐提高抵抗污水中酸堿成分的侵蝕能力。 6. 聚氨酯涂層:是一種特殊涂層,一種次涂。 球墨鑄鐵管廠家經常使用的金屬液運輸設備包括起重機,地面軌道車,葫蘆,抬包干等。 (1)檢查起重機各個方向的行走是否靈敏,剎車裝置是否可靠。急保險裝置是否可靠。澆鑄大型球墨鑄鐵管件時,應檢查起重機能否到達邊角位置的澆注口,否則需改變鑄型放置位置或采取其他措施。 (2)檢查地面軌道車的行車軌道上及兩側有無雜物,試推軌道車檢查行車情況。 (3)檢查手拉葫蘆上下運動是否正常。 (4)檢查抬包干,要求臺包干平直,兩端平滑,抬包干中間有澆包定位塊,以免澆包打滑傷人。
您是想要在蘇州市姑蘇區采購高質量的球墨鑄鐵管-可寄樣品產品嗎?健暉鑄造(蘇州市姑蘇區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的球墨鑄鐵管-可寄樣品產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理,地址:《開發區鋼管城》。