
以下是::無縫鋼管供貨商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 您是想要在肇慶市封開縣采購高質量的:無縫鋼管供貨商產品嗎?開安管業有限公司(封開分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的:無縫鋼管供貨商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:夏志明-13562007212,QQ:810507637,地址:《東昌府區鳳凰工業園百億鋼管物流園A區28號》。 廣東省,肇慶市,封開縣 封開縣曾是嶺南與中原地區經濟、文化交流之要地,也是嶺南土著文化的發祥地和粵語的發源地,同時也是廣東、廣西及廣州得名來源,是嶺南地區通往中原廣大地區重要的交通樞紐和絲綢之路海陸對接點。秦漢時期,封川屬廣信縣地,開建屬封陽縣地。至明洪武二年(1369年),兩縣均以縣建制隸屬肇慶府。清朝廢除兩縣建制,民國時期,恢復兩縣建制。1961年,封川、開建兩縣合并置封開縣建制,隸屬肇慶。封開縣素有“兩廣門戶”之稱,是珠三角地區通往大西南的“咽喉之地”,水陸交通便利,廣佛肇高速S8、國道321線、省道266線以及西江黃金水道貫穿境內。封開縣有廣東封開地質公園,龍山名勝風景區,大斑石景區,廣東封開黑石頂省級自然保護區等自然旅游景點。
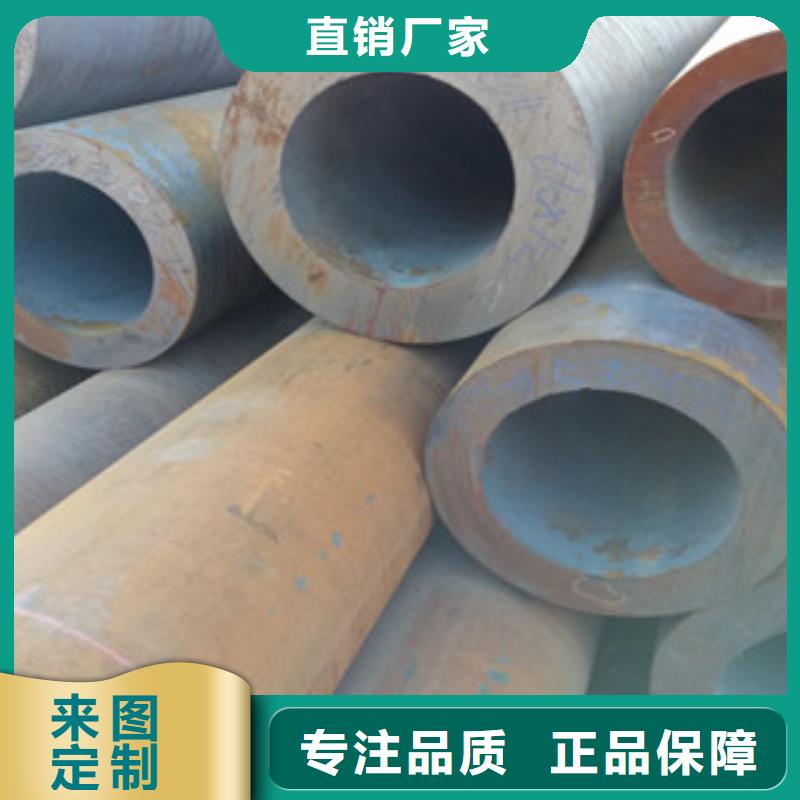
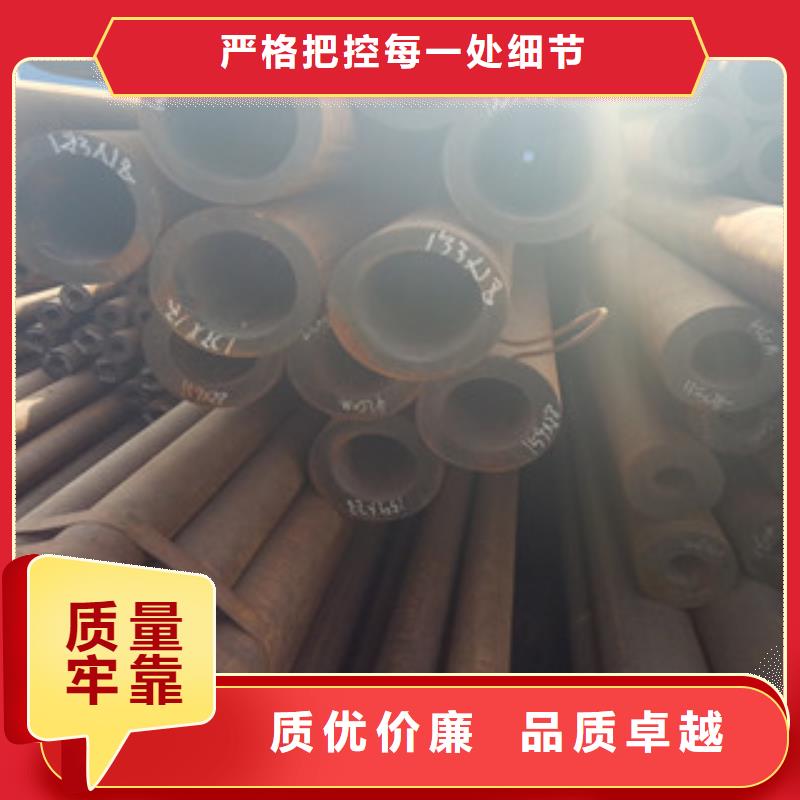
想要探索:無縫鋼管供貨商的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。以下是::無縫鋼管供貨商的圖文介紹肇慶封開開安管業有限公司 球墨鑄鐵管產品注重質量,價格,服務,試營銷公司活動政策(運費減半政策,互利互惠政策,資源共享政策,會員系統政策,資金流動政策,等精彩活動)吸引不少同行與行外的人稱贊。歡迎前來肇慶封開開安管業有限公司。期待您的來臨。
無縫鋼管的使用非常廣泛,在生活中給予了人們很大的幫助,下面無錫無縫鋼管廠家給大家分享無縫鋼管的除銹方法有什么?1、清洗:利用溶劑、乳劑清洗鋼材表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。
2、酸洗:一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理,化學清洗雖然能使表面達到清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。
3、噴射除銹:噴射除銹是通過大功率電機帶動噴射葉片高速旋轉,使鋼砂、鋼丸、鐵絲段、礦物質等磨料在離心力作用下對無縫鋼管表面進行噴射處理,不僅可以處理鐵銹、氧化物和污物,而且無縫鋼管在磨料猛烈沖擊和磨擦力的作用下,還能達到所需要的均勻粗糙度。
4、工具除銹:主要使用鋼絲刷等工具對鋼材表面進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。冷拔無縫無縫鋼管手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。
無縫鋼管如今運用的領域真的是很廣泛的,比方在修建方面,運輸方面等等,之所以無縫鋼管能夠這樣被很多的運用,一定是有鋼管自身的長處以及優點。比起曾經運用的那種一般鋼管,無縫鋼管采用了一系列的高科技的制造技術,然后才有了無縫鋼管過硬的質量。
對于焊管大家都很熟悉。今天給大家介紹無縫鋼管和焊管的區別到底在哪里?
首先:主要的就是他們的成型工藝不同。普通的鋼管,比如自來水水管,一般是通過將平板材經折彎后焊接起來的,這種工藝比較簡單粗糙,成品加工后可以在上面發現一條焊縫。而無縫鋼管一般是將熔融狀態的鋼水通過環形狹縫積壓出來后再經拉伸等處理工藝成型,在這種工藝下就沒有焊縫。
在性能上,無縫鋼管在承壓能力上較普通鋼管有很大提高,所以經常被用于高壓設備使用。如液壓設備的管路連接等。而普通鋼管的焊縫部位是其薄弱環節,焊縫質量也是影響其整體性能的主要因素。
合金鋼管焊前準備
試件采用15CrMo鋼管,規格為φ325×25,坡口型式及尺寸見圖1。
焊前用角向磨光機將坡口內外及坡口邊緣50mm范圍內打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點焊六處,每處點固長度應不小于20mm。焊條按表2的規范進行烘烤。
表2 焊條烘烤規范
焊條型號 烘烤溫度 保溫時間
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
2.3 焊接工藝參數
按方案Ⅰ焊前需進行預熱,根據Tto-Bessyo等人提出的計算預熱溫度公式:
To=350√[C]-0.25(℃) 式中,To——預熱溫度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x
[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,
[C]x——成分碳當量;
[C]p——尺寸碳當量; S——試件厚度(本文中S=25mm);
[C]x=C (Mn Cr)/9 7/90Mo=0.361
[C]p=0.045 則To=138℃
因此預熱溫度選為150℃。采用氧-乙炔焰對試件進行加溫,先用測溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進行估計),后用半導體點溫計測定,測量點至少應選擇三點,以保證試件整體均達到所要求的預熱溫度。
焊接時,層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產生凹陷,送絲時采用內填絲法,即焊絲通過對口間隙從管內送入。其余各層采用焊條電弧焊,共焊6層,每個焊層一條焊道。
二、冷擠壓技術的特點
1.擠壓零件尺寸準確表面光潔:目前我國研制的冷擠壓件一般尺寸精度可達8~9級,若采用理想的潤滑,其精度僅次于精拋光表面。因此用冷擠壓方法制造的零件,一般不需要再加工,少量的只需精加工(磨削)。
2.節約原材料:冷擠壓件材料利用率通常可以達到80%以上。如解放牌汽車活塞銷動切削加工材料利用率為43.3%,而用冷擠壓時材料利用率提高到92%;又如萬向節軸承套改用冷擠壓后,材料利用率由過去的27.8%提高到64%。可見,采用冷擠壓方法生產機械零件,可以節約大量鋼材和有色金屬材料。
3.生產率高:用冷擠壓方法生產機械零件的效率是非常高的,特別是生產批量大的零件,用冷擠壓方法生產可比切削加工提高幾倍、幾十倍、甚至幾百倍。例如,汽車活塞銷用冷擠壓方法比用切削加工制造提高3.2倍,目前又用冷擠壓活塞銷自動機,使生產率進一步提高。一臺冷擠壓自動機的生產率相當于100臺普通車床或10臺四軸自動車床的生產率。
4.可加工形狀復雜的零件:如異形截面、內齒、異形孔及盲孔等,這些零件采用其它加工法難以完成,用冷擠壓加工卻十分方便。
5.冷擠壓件強度高、剛性好而重量輕:由于冷擠壓采用金屬材料冷變形的冷作強化特性,即擠壓過程中金屬毛坯處于三向壓應力狀態,變形后材料組織致密、且具有連續的纖維流向,因而制件的強度有較大提高。這樣就可用低強度材料代替高強度材料。例如過去采用20Cr鋼經切削加工制造解放牌活塞銷,現改用20號鋼經冷擠壓制造活塞銷,經性能測定各項指標,冷擠壓法高于切削加工法制造活塞銷。
這表明用冷擠壓加工活塞銷可用20號鋼代替20Cr鋼。
從以上特點,可以看出,冷擠壓技術與目前各種加工方法比較,具有突出的優越性。這就為冷擠壓代替切削加工、鍛造、鑄造和拉深工藝來制造機器零件,開辟了一條廣闊的道路。
開安管業有限公司(封開分公司)【13562007212】在肇慶市封開縣本地專業從事:無縫鋼管供貨商,價格低,發貨快,效果好 ([城市群])可送貨上門。












