

以下是:不銹鋼管電解拋光液當天發貨的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 不銹鋼管電解拋光液當天發貨,前海燈鼎實業有限公司(鄂州分公司)專業從事不銹鋼管電解拋光液當天發貨,聯系人:楚先生,電話:18018712562、18018712562,QQ:858787721,發貨地:寶安區沙井鎮,以下是不銹鋼管電解拋光液當天發貨的詳細頁面。 湖北省,鄂州市 鄂州市,帝堯時為“樊國”,夏時為“鄂都”,殷商時為“鄂國”,春秋戰國時為“楚鄂王封地”,三國時孫權在此稱帝。1949年5月14日,鄂城解放。1983年,撤銷鄂城市、鄂城縣,將黃岡縣黃州鎮并入,合并成立湖北省轄鄂州市。鄂州市交通便捷,已形成由公路、鐵路、航空、水運4種運輸方式構成的交通運輸網絡。1992年,鄂州市與日本三條市、非洲科特迪瓦阿本古努市、澳大利亞懷阿拉市,先后結為友好城市。
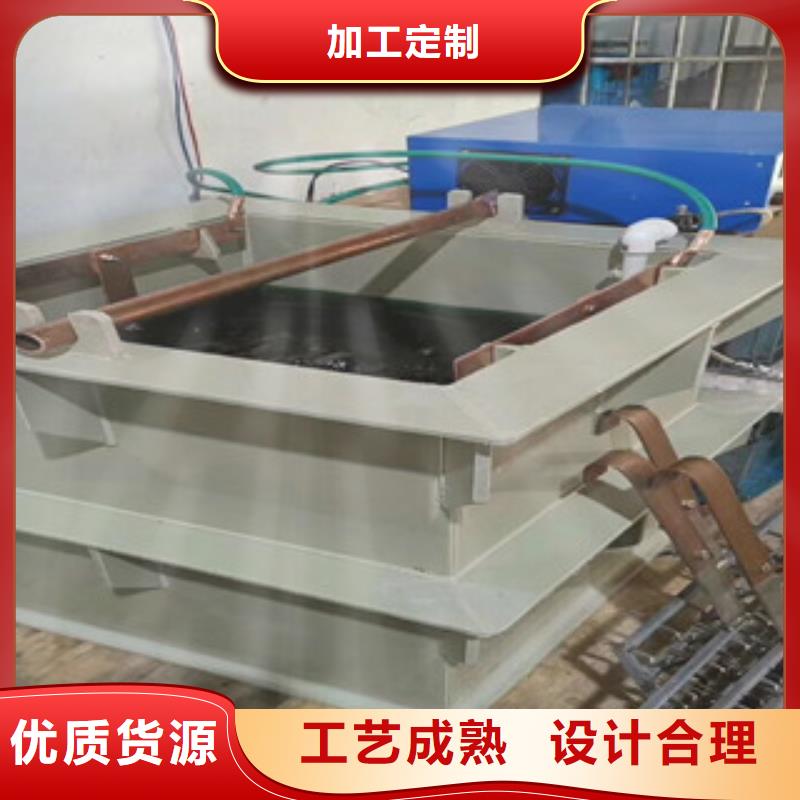
想要了解不銹鋼管電解拋光液當天發貨產品的魅力?視頻為你揭曉答案!以下是:不銹鋼管電解拋光液當天發貨的圖文介紹
各種影響電解拋光質量的原因:
1 磷酸是形成電解拋光粘液膜的主要成分之一。磷酸含量過高時,槽液黏度很高,電阻較大,需要在較高電壓下才能拋光,且整平速度較慢。磷酸含量過低時,難以形成黏液膜,即鈍化傾向小于活化傾向,導致零件的不均勻腐蝕。
2 硫酸的影響:硫酸對不銹鋼有較強的腐蝕作用。硫酸的含量過高時,拋光表面容易出現過腐蝕的均勻的密集的麻點;硫酸含量過低時,鈍化傾向小于活化傾向,不均勻的腐蝕更為嚴重。
3 電流的影響:電解拋光通常在高電流密度下進行。在低電流密度時,金屬處于活化狀態,被拋光的表面發生侵蝕,此時化學溶解強于電化學拋光溶解,因此所得拋光表面的粗糙度差。
當電流的密度超過了正常的拋光范圍時,會有氧氣猛烈的析出,表面發生過熱和腐蝕,造成劇烈的不規格的溶解。同時增大了電能的消耗,降低了電流的效率。高陽極的電流密度,有時還會導致陽極的迅速溶解,使近陽極的溶解產物濃度提高,電阻增大。
4 溫度的影響:降低溫度會使電解液的黏度提高,陽極溶解產物從金屬表面向本體電解液的擴散更加困難。提高溫度可使拋光的過程加速,電流的效率提高,從而改善了產品的粗糙度和光亮度。
溫度過高會使溶解的金屬的濃度不斷升高,同時,高溫度容易形成氣流,把電解液與金屬表面擠開,反而降低了金屬的溶解速度。因為高溫時電解液的黏度相應降低了,從而加速了溶解產物的擴散,這樣的又導致溶解速度的加速,影響了產品的表面的光亮度。
5 拋光時間的影響:延長拋光時間,超過了達到一定的表面光亮度所需的時間上限,不僅不能進一步提高表面的光亮度,反而會降低表面的光亮度。
電解拋光的原理
電解拋光主要是在通過正負極的電流、電解液的同共作用下來金屬表面的觀幾何形狀,降低金屬表面粗糙度,從而達到工件表面光亮平整的目的。電解拋光首先主要的特點就是選擇性的溶解,工件表面從觀上看是呈波浪曲線形的,金屬表面凸出的部位得電率比凹進的部位得電率要高,所以凸出的部位會先溶解,而凹進的部位因的較多,得電低,所以呈鈍化狀態,不容易被溶解。所以電解的初期是表面理整的。待表面平整后再慢慢出光的,這時表面就光亮平整了。歡迎各界朋友蒞臨指導、參觀和業務洽談!系列不銹鋼材質電流密度在—安培之間,系列不銹鋼材質在—安培之間,系列不銹鋼材質在—之間。電流密度越大,耗電量越大。而在電解成本核算中,電費所占的比例很大。拋光后經干凈扔無光澤,有淺蘭色陰影什么原因。原因分析可能是電化學拋光液配制后,未進行加熱及通電處理,或溶液操作溫度偏低解決方案℃下加熱電拋光液一小時或將電解液加熱到規定溫度。拋光后無光并且有斑點是什么原因引起的。原因分析可能電化學溶液的相對密度偏小,已小于。
湖北鄂州前海燈鼎實業有限公司嚴格信守平等互利、質量為先、用戶至上的原則,為用戶提供熱情周到的服務,協助指導用戶安裝、調試并幫助用戶跟蹤服務解決 電解拋光液實際問題。嚴格執行完善的售前、售中、售后服務,做到讓客戶省心、省時、省力。公司誠信、實力、品質、獲得認可,至此歡迎各界朋友蒞臨參觀、指導和業務洽談。
1電解液加熱:加熱溫度到60°加熱管斷電,攪拌均勻后開始電解拋光。斷電后加熱管不要馬上拿出來,否則會燒掉加熱管。也不要連續長時間加熱,容易燒掉加熱管。
2、工件除油:如工件表面有油污,需先進行除油處理,確保工件表面上無殘留油污。
3、水洗:清洗工件表面上的除油劑。
4、工件除焊斑:如工件表面上有焊斑,需先進行除焊斑處理。
5、水洗:清洗工件上的酸洗膏。
6、晾干:可自然風干,確保工件上無殘留的水;
7、電解拋光:需要電解拋光機和一個電解槽以及導電銅材進行連接,加熱電解液至60度左右,把鉛板固定在陰極,需電解拋光的工件掛在陽極,然后調整電壓在8-12伏,拋2-8分鐘取出工件。完成電解拋光。
8、水洗:清洗工件上的電解液
9、堿水洗:內盛5%堿性溶液,中和工件上的電解液。堿性溶液可以使用純堿。
10、再次水洗:需要水洗槽,內盛普通清水。
11、高壓水槍沖洗:徹底清洗工件上的電解液,確保工件上無殘留的電解液。
12、晾干:可自然風干,也可采用吹風設備吹干,整個電解工藝完成。
不銹鋼管電解拋光液當天發貨_前海燈鼎實業有限公司(鄂州分公司),固定電話:18018712562,移動電話:18018712562,聯系人:楚先生,QQ:858787721,寶安區沙井鎮 發貨到 湖北省鄂州市。












