


以下是:異型鋼管實力大廠家的產品參數您是想要在黔南市獨山縣采購高質量的異型鋼管實力大廠家產品嗎?亞華鋼管有限公司(獨山分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的異型鋼管實力大廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:胡經理-15066480076,QQ:1050645133,地址:《匯通物流園C區303》。 貴州省,黔南布依族苗族自治州,獨山縣 獨山縣總面積2442.2平方公里。被確定為甲級開放縣、省政府確定為民族地區綜合改革試驗區、農業綜合開發縣、集體經濟試驗區和星火技術密集試驗區。
不要錯過這部精心制作的異型鋼管實力大廠家產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
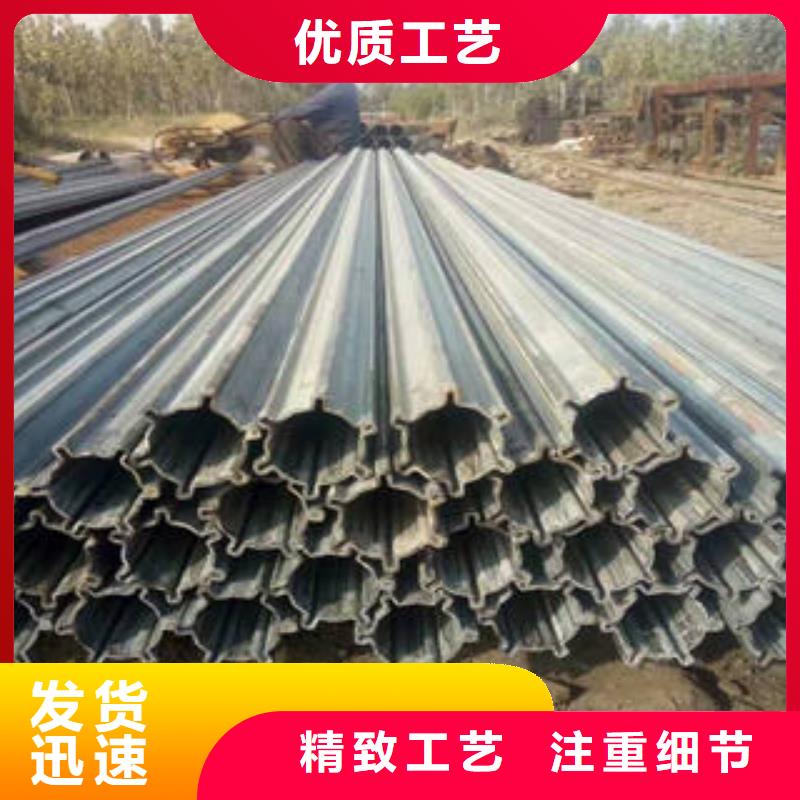
以下是:異型鋼管實力大廠家的圖文介紹
適合于6mm以下異型管薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點。鎢極從氣體噴嘴突出的長度,以4-5mm為佳,,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。適合于6mm以下異型管薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點。鎢極從氣體噴嘴突出的長度,以4-5mm為佳,,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。為使很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
不銹鋼異型管的MIG焊接,一般都在過渡的條件下來施焊,電壓要到弧長在4-6mm的程度。保護氣體為,當焊接電流為50-150A時流量為8-10L/min,當電流為150-250A時流量為12-15L/min。
MIG焊接容易受到風的影響,有時風而產生氣孔。所以風速在0.5m/sec以上的地方進行異型管焊接,都應當采取防風措施。采用平特性焊接電源,直流時采用反極性。為防止焊接氣孔之出現,異型管的焊接部位如有鐵銹、油污等務必清理干凈。
不銹鋼異型管進行MIG焊接時,應該注意哪些要點。等均,未經不得、或利用其它使用上述作品。本不銹鋼異型管進行MIG焊接時,應該注意哪些要點。站刊登內容,請及時通知本站,予以,謝謝合作。
六角管發生斷裂,主要是由于哪些原因造成的。一般來講,六角管發生斷裂,主要是由于應力腐蝕造成的。雖然六角管具有耐腐蝕性,并且很強,但這主要是靠它的鈍化能力。如果不銹鋼處在能夠鈍化,并表面能形成鈍化膜的條件下,那么就會具有很強的耐腐蝕性,腐蝕的速度會很低。
但如果不銹鋼表面不能形成鈍化膜,或者形成的鈍化膜不夠,那么它的耐腐蝕性就失效了,特別是在中,不銹鋼不會比碳鋼好多少。更重要的是,如果鈍化膜的局部被,但不能修復,那么的金屬表面會與未的部分表面形成陰六角管發生斷裂,主要是由于哪些原因造成的。
影響異型管軋制壓力的八點因素:
異型管的成型方法,主要包括冷拔法、冷軋法、冷彎法、斜軋法、擠壓法、推擠法、滾壓法、輥拔法、推軋法、連軋法、旋軋法、熱軋法以及聯合成型法等。今天我們就來為大家介紹一下,影響異型管軋制壓力的八點因素:
(一)軋輥直徑在其他條件一定時,隨著軋輥直徑的加大,異型管的接觸面積增加,同時接觸弧長增加,外摩擦的影響加劇。因而,軋制壓力增大。
(二)軋件厚度隨著管材厚度的增加,軋制壓力減小。反之,軋件越薄,軋制壓力越大。
(三)異型管的軋制壓力會隨著摩擦系數而增加,外摩擦影響加大,平均單位壓力增加,軋制壓力就會增大。
(四)熱軋時隨著軋制速率的增加,變形抗力增加。冷軋時隨著變形速率的增大、軋件溫度的升高,變形抗力有所降低。
(五)壓下量在軋輥直徑和摩擦系數相同的條件下,隨著壓下量的增 加,軋件與軋輥的接觸面積加大,軋制壓力增加。同時接觸弧長增加,外影響加劇,平均單位壓力增加,軋制壓力也隨之增大。
(六)軋件寬度隨著異型管寬度的增加,接觸面積增加,軋制壓力增大。
(七)軋制溫度隨著軋制溫度的升高,變形抗力降低,平均單位壓力降低,軋制壓力減小。
(八)異型管在相同條件下,其化學成分不同,金屬的內部組織和性能不同,軋制壓力也不同。
多年的不懈努力和歷練,使黔南獨山亞華鋼管有限公司擁有一大批經驗豐富的 無縫鋼管設計、安裝技術人員及管理人員。通過與國內外同行的廣泛交流與學習,積累了豐富的經驗,掌握了先進的 無縫鋼管技術和設計理念,使用戶在滿足佳使用條件下實現低得投資成本,從而實現投資小化,收益大化。
無縫異型管制造過程中偶爾會遇到缺陷問題,如果是在表面,用視覺就能檢測到,但是如果問題出在里面又該怎么辦呢?常用的檢測方法一般來說有磁粉檢測或滲透檢測兩種。
磁粉檢測或滲透檢測可有效的發現異型管表面裂紋、折疊、重皮、發紋、針孔等表面缺陷。對于鐵磁性材料、應優先采用磁粉檢測法,因其具有較高的檢測靈敏度;對于非鐵磁性材料,如不銹鋼異型管,則采用滲透檢測法。
當兩端預留切除余量較少時,由于檢測裝置的結構原因,兩端頭有時得不到有效的檢測,而異型管端頭是有可能存在裂紋或其他缺陷的部位。如果端頭存在有潛在的裂紋傾向,安裝時的焊接熱影響也有可能使潛在的裂紋擴展。因此,也應注意對焊后異型管一定區域的檢測,及時發現鋼管端頭缺陷的擴展。
對在線使用奧氏體異型管,當絕熱層損壞或可能有雨水滲進的部位,應注意進行滲透檢測,以發現應力腐蝕裂紋或點蝕等缺陷。但磁粉或滲透檢測只能對異型管外表面進行檢測,對內表面的缺陷則無能為力。對異型管內表面的檢測,特別是裂紋類缺陷的檢測,必須通過超聲波檢測來進行。鈦合金異型管是利用鈦合金制作的管子,其具有較高的力學性能、優良的沖壓性能。并且此類異型管可進行各種形式的焊接,接頭強度可達基體金屬強度的90%,且切削加工性能良好。鈦合金異型管對氯化物、硫化物和氨具有較高的耐蝕性能,在海水中的耐蝕性比鋁合金、不銹鋼、鎳基合金還高。
目前鈦合金加工材年產量已達4萬余噸,鈦合號近30種。使用廣泛的鈦合金是Ti-6Al-4V(TC4),Ti-5Al- 2.5Sn(TA7)和工業純鈦(TA1、TA2和TA3)。鈦合金異型管按組織可分三類:一是鈦中加入鋁和釩等元素;二是鈦中加入鋁和錫元素;三是鈦中加入鋁鉻鉬釩等合金元素。按用途則可分為:耐熱合金、合金、耐蝕合金、低溫合金以及特殊功能合金等。而按混合元素分以鈦為基加入其他元素組成的合金。
中國于1956年開始鈦和鈦合金研究,60年代中期開始鈦材的工業化生產并研制成TB2合金。目前鈦合金異型管主要用于制作發動機壓氣機部件,其次為、導和高速的結構件。60年代中期,鈦及其合金已在一般工業中應用,用于制作電解工業的電極,發電站的冷凝器,石油精煉和海水淡化的加熱器以及環境污染控制裝置等。
在黔南市獨山縣采購異型鋼管實力大廠家請認準亞華鋼管有限公司(獨山分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:胡經理-15066480076,QQ:1050645133,地址:匯通物流園C區303)。










