以下是:河池市東蘭縣生產電解拋光液的銷售廠家的產品參數
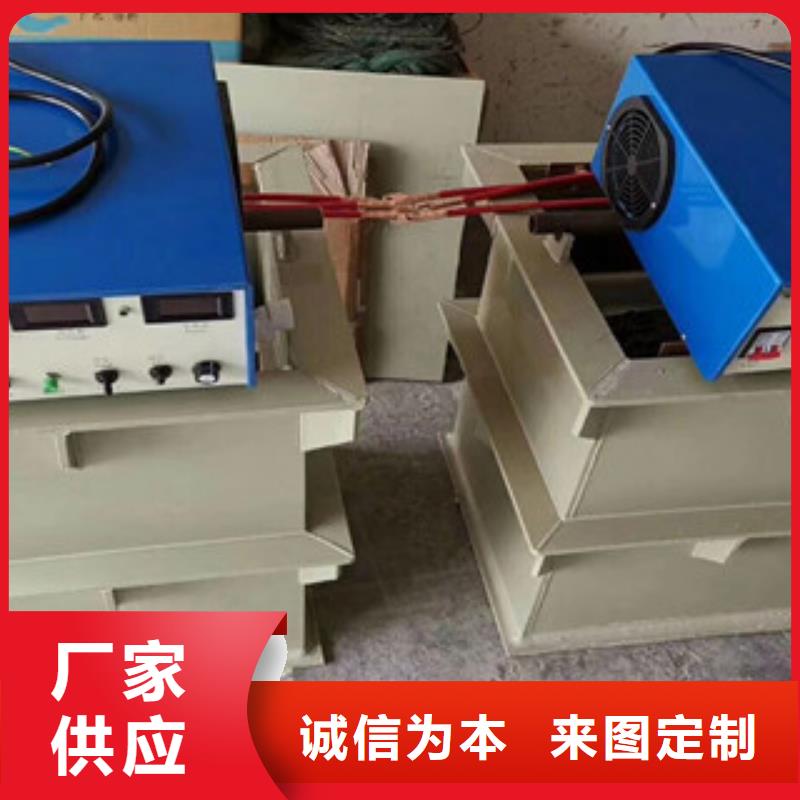
材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 范圍 生產電解拋光液的銷售供應范圍覆蓋廣西省、河池市、東蘭縣、金城江區、南丹縣、天峨縣、鳳山縣、宜州區等區域。 【前海燈鼎】持續拓展產品矩陣,現有南丹電解拋光液一手貨源源頭廠家、金城江電解拋光液多種場景適用、天峨電解拋光液今日價格、宜州電解拋光液認準大品牌廠家、鳳山電解拋光液每個細節都嚴格把關等,滿足不同場景需求。生產電解拋光液的銷售廠家,前海燈鼎實業(河池市東蘭縣分公司)qhdd970-3專業從事生產電解拋光液的銷售廠家,聯系人:楚先生,供應服務范圍覆蓋:廣西省、河池市、東蘭縣、金城江區、南丹縣、天峨縣、鳳山縣、宜州區,以下是生產電解拋光液的銷售廠家的詳細頁面。 廣西壯族自治區,河池市,東蘭縣 2020年,東蘭縣完成地區生產總值44.9億元,增長4.3%,其中,產業增加值11.78億元,增長7.3%;第二產業增加值4.57億元,增長16.2%;第三產業增加值28.55億元,增長1.4%。
想要更直觀地了解生產電解拋光液的銷售廠家產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。以下是:河池東蘭生產電解拋光液的銷售廠家的圖文介紹河池東蘭前海燈鼎實業有限公司座落于寶安區沙井鎮 ,地理位置得天獨厚,交通運輸j i為方便。主營產品: 電解拋光液,并得到用戶的一致好評和肯定,在本行業享有一定的盛譽。我公司宗旨:誠信為本,質量可靠,互惠互利,共謀發展! 河池東蘭前海燈鼎實業有限公司向新老朋友和廣大客戶對本公司的支持表示衷心得感謝,愿我們長期合作,共同發展。
由于稠性和電流密度分布的不均勻性,觀凸起部分尺寸較快,觀下凹處尺寸較慢,使工件表面粗糙度降低,從而達到拋光的目的。電解拋光原理在世界各界人士爭論很多,被大家公認的主要為理論。該理論主要為工件上脫離的金屬離子與拋光液中的磷酸形成一層磷酸鹽膜吸附在工件表面,這種在凸起處較薄,凹處較厚,因凸起處電流密度高而溶解快,隨流動,凹凸不斷變化,粗糙表面逐漸被整平的。電解拋光優點編輯內外色澤一致,光澤持久,機械拋光無法拋到的凹處也可整平。主要產品有高頻整流器高頻氧化電源 高頻電鍍電源 高頻電解電源電解拋光設備專用各類大中小型電解拋光設備鋼鐵表面產品除油 除銹 防銹 常溫發黑 拋光不銹鋼表面產品除油清洗 鈍化 化學拋光 電解拋光銅表面產品化學拋光 電解拋光 抗氧化劑鋁表面產品酸洗 化學拋光 電解拋光
使用方法:
? 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
? 本品為原液使用,使用前請勿往本品加水稀釋;
? 根據工件加工狀況先去油脫脂,沖水確保表面干凈;
? 建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。
? 清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。
? 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳
★★★★★五星品質保證,張家港市燈鼎投資發展有限公司是一家專業生產電解拋光設備,不銹鋼保險杠電解拋光設備,不銹鋼電解拋光液與一體的公司,自2006年 成立以來,奉行以“誠實服務,譽至上,客戶”、“提供超越客戶預期的唱片與服務”的經營、服務理念,以良心做買賣,堅決杜絕做損 害客戶利益的經營行為,在同行和客戶中樹立了良好的口碑。 廣泛服務于:上海、杭州、南京、濟南、合肥、福州、南昌、廣州、長沙、武漢、鄭州、北京、天津、石家莊、太原、沈陽、哈爾濱、重 慶、成都、貴陽、昆明、西安、蘭州、烏魯木齊鋼鐵常溫發黑劑等服務!覆蓋,五金、電子、工業制造、航天航空等..電解拋光注意事項: 1.工件下槽前不能有水跡,否則會使工件上產生麻點。 2.拋光液不可接觸皮膚。 3.作業人員在操作時需要戴好勞動保護用具,必須避免藥液與皮膚的接觸。 4.廢液在排放時需要加入片堿中和到中性(PH值為7)時排放。 5.本產品不燃不爆,但應避免陽光直射,不使用時封好蓋后在45攝氏度以下存放。
1)新配置的電解液拋光后有點狀的腐蝕出現,這主要是電解液配置后通電量不足,要繼續通電電解處理呈綠色(俗稱老化處理)。
2)新配置的電解液拋光面光澤不夠理想,這是由于鎳離子不足以及溫度太低造成的,可以提高拋光溫度可解決問題。
3)零件凹穴部分和掛具接觸點附近有黑灰的的影形式由于零件的接觸點與夾具間的有遮擋而切斷了該部位上的電力線所致。只要改善調整正接觸位置,祛除遮擋即可解決。
4)零件邊緣有色條紋影或波紋,是由于電解液中陽極電流太小,電解拋光時間太長,電解液溫度過高所致。只要縮短拋光時間,降低槽液的溫度即可。
5)拋光后的零件表面模糊是由于電解液的密度太大,清洗不夠。調整密度,用熱水清洗。
6)出槽時拋光件表面有較大的凹坑和裂紋,原因是原表面本身有缺陷,粗糙度低。應加強毛坯的檢查。
7)出槽時發現拋光面有缺口,特別是夾具與零件接觸點附近和交界處的缺口,這是由于接觸夾具與零件沒有夾牢造成電火花擊穿。只有將夾具與零件接觸緊才可避免擊穿現象發生。
8)零件出槽后悔發現拋光面上有密集而均勻的麻點,通常平面較多,而側面較少,這是由于槽內的硫酸較多,陽極電流密度太大,溫度太高,電解液密度太小造成。只要相應提高磷酸的含量,降低陽極電流的密度或降低溫度即可解決。
在河池市東蘭縣采買生產電解拋光液的銷售廠家到前海燈鼎實業(河池市東蘭縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋廣西省 河池市 金城江區、南丹縣、天峨縣、鳳山縣、東蘭縣、宜州區,聯系人:楚先生。