


以下是:鍍鋅聲測管廠家的產品參數
小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 鍍鋅聲測管廠家,鑫億呈鋼管(成都市分公司)為您提供鍍鋅聲測管廠家,聯系人:劉經理,電話:【18833761560】、【18833761560】,請聯系鑫億呈鋼管(成都市分公司),發貨地:新華區。 四川省,成都市 成都市,簡稱“蓉”,別稱蓉城、錦城,四川省轄地級市,省會、副省級市、超大城市、中心城市、美食之都,地處中國西南地區、四川盆地西部、成都平原腹地,介于東經102°54′~104°53′、北緯30°05′~31°26′之間,屬亞熱帶季風性濕潤氣候,總面積14335平方千米。截至2022年12月,全市下轄12個市轄區、3個縣、代管5個縣級市。截至2022年末,成都市常住人口2126.8萬人。
不容錯過的鍍鋅聲測管廠家視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。
以下是:鍍鋅聲測管廠家的圖文介紹凡有意向購買我公司 聲測管,注漿管,冷卻管,沉降板者,我公司特邀您前來:
一、現場看 聲測管,注漿管,冷卻管,沉降板生態流程,了解我們的生產能力;
二、帶您到公司現有的成功案例現場考察咨詢學習;
三、意向確定后公司派技術員根據您的要求24小時全程負責溝通。
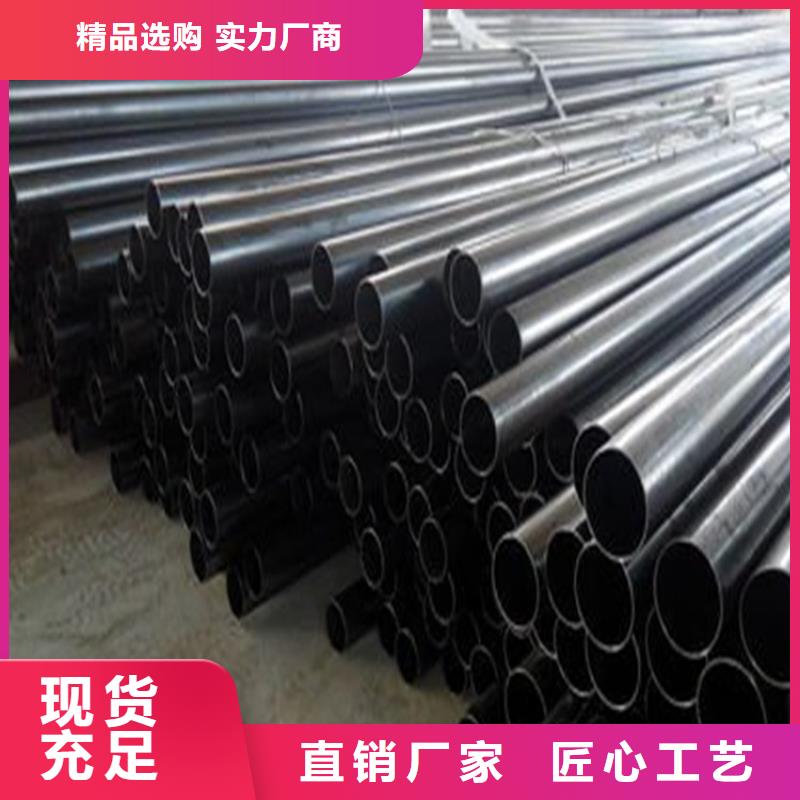
四川成都聲測管是現代工業管路中一種高品質的柔性連接管,它富有可撓性及良好的耐溫、耐壓性能。產品光亮柔軟,質量可靠,規格齊全。被廣泛應用于機械、冶金、化工、建筑等各行業。管體堵塞1. 從管體頂端掉入雜物;2. 密封圈損壞。3. 下完全部鋼筋籠后檢查管內是否加滿凈水,及時密封管體頂端(加蓋或內塞);4. 發現密封圈破損及時更換。安裝要點1、 四川成都聲測管在進行連續焊接時的層間溫度不得高于60 ℃。2、 四川成都聲測管管材搬運過程中不可與其它金屬相接觸。3、 焊接中的起弧應采用回焊法,必須在坡口內完成,禁止在母材表面打弧與起弧。4、 四川成都聲測管管道、管件與非不銹鋼材質管道進行連接時,管內應充滿氬氣保護方可進行鎢極氬弧焊。5、 在進行樁基四川成都聲測管水壓試驗時,對水溫和水質則要有一定的要求,其水溫不得高于攝氏5度;水中的氯離子含量應低于25Pmm。6、 管子如需要切割時嚴禁采用普通砂輪片切割。7、 管道口焊接完成后須進行酸洗和鈍化處理。
四川成都鑫億呈鋼管有限公司擁有專業的隊伍,專業生產 聲測管,注漿管,冷卻管,沉降板,企業嚴把質量關,做到不合格不出廠。本公司始終恪守“誠信di yi、服務di yi”的經營理念,堅持以市場為導向,以客戶為中心,以質量為企業命脈,以誠信為治企之本,堅持認真嚴謹的原則穩步進取,不斷發展壯大。 四川成都鑫億呈鋼管有限公司始終讓用戶買得放心,用得稱心。 服務于客戶—密切聯絡客戶,建立信息反饋網絡,滿足客戶的需求,服務跟進。
雖然樁基四川成都聲測管的主要用途相對單一,但是和很多鋼管管材一樣,樁基四川成都聲測管也并非只有某種單一的外徑規格。其中都有那些比較常見的外徑規格呢?小編今天就為大家介紹一下,市面上常見的樁基四川成都聲測管外徑尺寸。四川成都聲測管外徑一般情況下是指四川成都聲測管橫切面圓的外徑,給的解釋是包括壁厚度在內的管子或容器的外緣直徑,這里需要注意的是,這個外徑是包括壁厚的,不包括壁厚的叫內徑,這里需要特別說明的是四川成都聲測管的壁厚一般比較薄(工作性質決定的),這個也是四川成都聲測管和一般鋼管的主要差別之一。其中一般比較常見的四川成都聲測管外徑尺寸有50、54、57、60。因為四川成都聲測管的主要用途是在地面之下形成一個可以供四川成都聲測管探頭通行的通道,所以四川成都聲測管的外徑一般都是大于檢測設備探頭的。在四川成都聲測管的外徑型號中,一般都是以50為*小起始,這個的主要目的就是保證檢測過程的順利進行,這也是很多人*次采購四川成都聲測管時會遇到的疑惑,這里小編特別指出來,是希望大家在購買四川成都聲測管時,特別是*次采購四川成都聲測管的朋友,了解這個基本知識,避免在與買方發生不必要的摩擦。
四川成都聲測管加工中如何處理管體外表?1、基礎,對四川成都聲測管進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整,如果無上述缺陷,進入打磨工序。2、粗磨,用砂帶在三面上往返磨削四川成都聲測管,去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經此步工序后四川成都聲測管的粗糙度應能達到R0.8mm。3、半精磨,用砂帶按照前面往返磨削工件的方法中磨四川成都聲測管的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮,本工序表面粗糙度應能達到R0.4mm。4、精磨,用砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同。本工序要達到的目標是磨削部分與四川成都聲測管未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的四川成都聲測管要基本接近鏡面效果,工件表面粗糙度應能達到R0.1mm。
鍍鋅聲測管廠家,鑫億呈鋼管(成都市分公司)為您提供鍍鋅聲測管廠家產品案例,聯系人:劉經理,電話:【18833761560】、【18833761560】,發貨地:新華區。












