| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
線材源頭好貨")
線材源頭好貨")
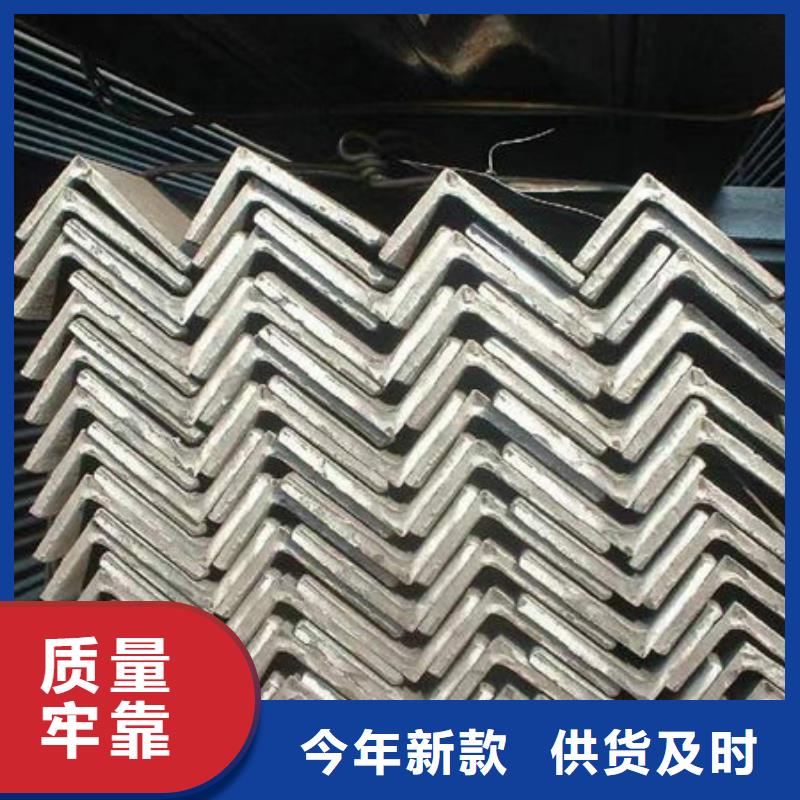
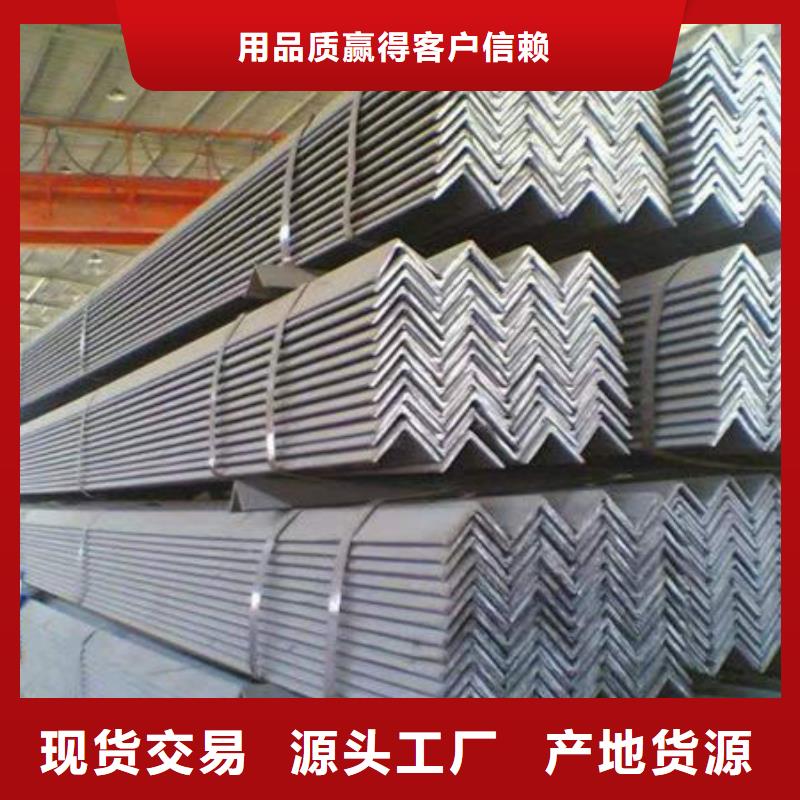
畢節(jié)H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。畢節(jié)H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設(shè)一組立式軋輥同時進行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機復雜。國內(nèi)可生產(chǎn)的 軋制h型鋼高度為800mm,超過了只能是焊接組合截面。 我國熱軋畢節(jié)H型鋼材國標(GB/T11263-1998)將畢節(jié)H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣畢節(jié)H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與畢節(jié)H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。線材源頭好貨")
畢節(jié)普通碳素鋼優(yōu)先選用150×145mm見方,長度在12m左 右的高速線材坯體,采用步進式混合加熱爐基本能夠滿 足線材軋制的溫度需求。該加熱爐在進行加熱過程中可 以實現(xiàn)智能化溫度控制和人工操作調(diào)整。由于畢節(jié)普通碳素鋼 的軋制溫度范圍不一,對溫度較為敏感,因此會加大軋制 的困難。所以在進行畢節(jié)普通碳素鋼線材軋制的過程中對于溫 度工藝的優(yōu)化是為重要的。畢節(jié)普通碳素鋼的鋼材坯料需要經(jīng)過熔煉、澆筑、開坯等過程的準備工作,加工為150×145mm見方,長度在12m左右的 方坯,為下一步的工藝流程做準備。線材源頭好貨")
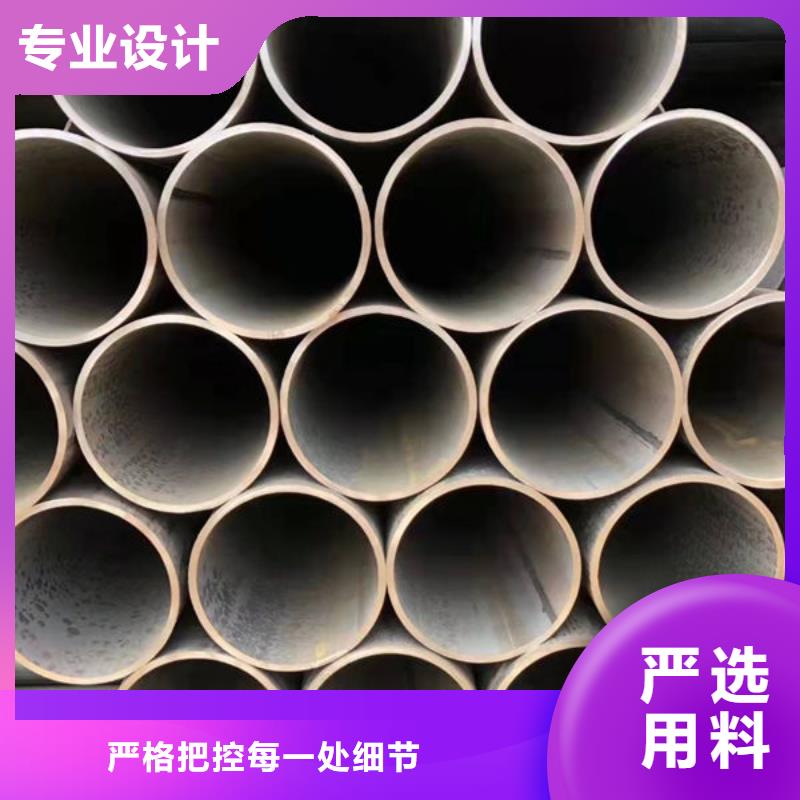
畢節(jié)螺旋鋼管常用于流體輸送和氣體輸送,管道經(jīng)常需要埋地、水下或者架空施工,鋼管易腐蝕的特性和管道的施工應(yīng)用環(huán)境,決定了畢節(jié)螺旋鋼管防腐不到位的話,既影響管道使用壽命,甚至會一起環(huán)境污染、火災(zāi)、爆炸等災(zāi)難性事故。當下,幾乎所有的畢節(jié)螺旋鋼管應(yīng)用項目都會對管道進行防腐技術(shù)處理,以保證畢節(jié)螺旋鋼管的使用壽命和管道項目的性、環(huán)保型。畢節(jié)螺旋鋼管的防腐性能,還會影響到管道項目的經(jīng)濟型與維護成本。畢節(jié)螺旋鋼管的防腐工藝,根據(jù)使用用途、防腐工藝的不同,目前形成了非常成熟的防腐體系。對于畢節(jié)螺旋鋼管鋼材防腐的方式選擇,需要考慮應(yīng)用領(lǐng)域、施工環(huán)境、成本預算等多個因素,如果您在采購過程中對于具體的防腐工藝有疑問,可以隨時與我們溝通。線材源頭好貨")
根據(jù)各畢節(jié)鋼材種預處理目標硫要求及實際鎂粉噴吹效果,開發(fā)各類鋼種高精度的鎂粉噴吹模型,崗位人員點擊一級畫面“開始噴吹”按鈕,系統(tǒng)自動完成預處理整個噴吹過程。通過畢節(jié)鋼材預處理自動噴吹系統(tǒng)實現(xiàn)了過程自動化控制,提高了控制精度,為煉鋼工序提供了優(yōu)質(zhì)的鐵水。相繼開發(fā)出轉(zhuǎn)爐(氧副槍)智能吹煉控制系統(tǒng)、造渣模型輔原料智能投加系統(tǒng)、增碳脫氧合金化方案篩選自動振料系統(tǒng)等多達十六套智能產(chǎn)品,并且兼具過程防錯預警、操作評價、數(shù)據(jù)記錄查詢、大數(shù)據(jù)分析、成本監(jiān)控等特有功能,獨具基于爐氣分析、音頻聯(lián)動的氧槍槍位控制,融入語音提示、遠程控制等先進科技元素,在業(yè)內(nèi)處領(lǐng)先水平。線材源頭好貨")
市分公司)名片")