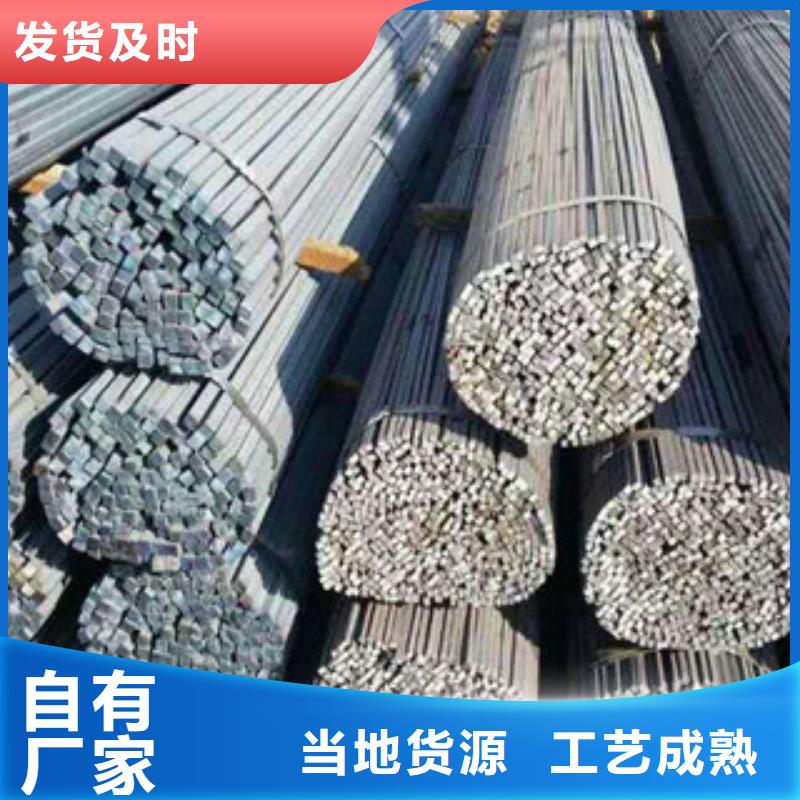


以下是:方鋼規格介紹的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 6mm-200mm 產地 承鋼,唐鋼,本鋼,萊鋼 是否含運費 可以包含運費 是否定做生產 可以定做 長度 可以定尺長度 狀態 熱軋和冷拔 方鋼規格介紹,聚鑫美特金屬材料銷售有限公司(邊壩分公司)為您提供方鋼規格介紹的資訊,聯系人:李欣,電話:15822872228、15822872228,QQ:499158951,發貨地:天津醫藥醫療器械工業園。 西藏自治區,昌都市,邊壩縣 邊壩藏語意為“火炬”和“吉祥光輝、祥焰” 的意思。其前身為西藏和平解放之前的邊壩、沙丁兩個宗(宗相當于現在的縣)。1960年1月,邊壩宗與沙丁宗合并為邊壩縣。同年5月,邊壩縣政府成立,6月中共邊壩縣委成立。2014年11月,昌都撤地設市,邊壩縣屬昌都市管轄。邊壩縣景點主要有夏貢拉山茶馬古道、邊壩鎮三色湖、金嶺鄉千年冰川湖、金嶺鄉沙棘林、沙丁鄉怒江大轉彎、邊壩鎮邊壩寺、邊壩鎮達宗遺址等。
通過展示用戶在不同環境下使用方鋼規格介紹產品的場景,視頻充分證明了產品的適應性和穩定性,為您提供了有力的購買依據。以下是:方鋼規格介紹的圖文介紹昌都邊壩65mn鋼板聚鑫美特金屬材料銷售有限公司4340圓鋼的拋光步驟 4340圓鋼拋光的工藝-般用在壓鑄圓鋼上,-般的工藝流程是先用細銼刀將型面修光,然后再用粗油石將銼刀銼過的地方油光,將銼刀銼過的紋路磨去,然后再用細油石將粗油石油過的紋路磨去,再用細的金相砂紙將細油石油過的地方進行拋光。 隨著技術的發展,現在有了超聲波拋光機,效率也提高了,光潔度也提高了。 在4340圓鋼的加工中所說的拋光與其它行業中所要求的表面拋光有很大的不同,嚴格來說:4340圓鋼的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光-般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: 由于電解拋光、流體拋光等方法很難控制零件的幾何精度,而化學拋光、超聲波拋光、磁研磨拋光等到方法的表面質量又達不到要求,所以精密4340圓鋼的鏡面加工還是以機械拋光為主。 -、半精拋主要使用砂紙和煤油。砂紙的號數依次為:#400-#600-#800-#1000-#1200-#1500。實際上#1500砂紙只用適于淬硬4340圓鋼鋼(52HRC以上),而不適用于預硬鋼,因為這樣可能會導致預硬鋼件表面燒傷。 二、精拋主要使鉆石研磨膏。若通常的研磨順序是9um(#1800)-6um(#3000)-um(8000)。9um的鉆石研磨膏和拋光布輪可用來去除#1200和#1500號砂紙留下的發狀磨痕。接著用粘氈和鉆石研磨膏進行拋光,順序為1um(#14000)-1/2um(60000)-1/4um(#100000)。精度要求在1um以上(包括號1um)的拋光工藝在4340圓鋼的拋光則必須-個潔凈的空間。灰塵、煙霧,頭皮屑和口水沫都有可能報廢數個小時工作后得到的高精度拋光表面。 三、機械拋光基本程序,要想獲得高質量的拋光效果,重要的是要具備高質量的油石、砂紙和研磨膏等拋光工具和輔助品。重要的還有拋光的工作環境,要求是無塵車間。中山華氏撫順特鋼表示拋光程序的選擇取決于前期加工的表面狀況,如機械加工、電火花加工,磨加工等等。 四、機械拋光的-般過程如下:-、粗拋、精銑、電火花、磨等工藝后的表面可以選擇轉速在35000-40000rpm的旋轉表面拋光機或超聲波研磨機進行拋光。常用的方法有利用直徑3mm、WA#400的輪子去除白色電火花層。然后是手工油石研磨,條狀金剛砂油石加煤油作為潤滑劑或冷卻劑。-般的使用順序為#180-#240-#400-#600-#1000。許多4340圓鋼制造商為了節約時間而選擇從#400開始。廠家實力
多年昌都邊壩65mn鋼板行業經驗源頭工廠只為您提供更優質的產品
優選原材
昌都邊壩65mn鋼板材料嚴格篩選確保品質出廠經過多層質檢
按需定制
昌都邊壩65mn鋼板款式多樣一站式采購多年貼心售后
昌都邊壩65mn鋼板的圖文介紹
一手價格優質原料
以客戶為中心,堅持更快、更好與更低價的 65mn鋼板服務目標
從 65mn鋼板打樣到大貨生產交付全程跟進,讓客戶隨時掌握 65mn鋼板訂單信息
7*24小時 65mn鋼板客戶服務專線,客戶的滿意是我們不懈的追求
產品案例圖PRODUCT REAL SHOT DISPLAY聚鑫美特金屬材料銷售有限公司
方鋼規格介紹,聚鑫美特金屬材料銷售有限公司(邊壩分公司)為您提供方鋼規格介紹產品案例,聯系人:李欣,電話:15822872228、15822872228,QQ:499158951,發貨地:天津醫藥醫療器械工業園。













