| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 協(xié)商 |
| 發(fā)貨期限 | 協(xié)商 |
| 供貨總量 | 10000 |
| 運(yùn)費(fèi)說明 | 一天 |
| 產(chǎn)地 | 天津 |
| 品牌 | 融拓 |
| 材質(zhì) | Q235 |

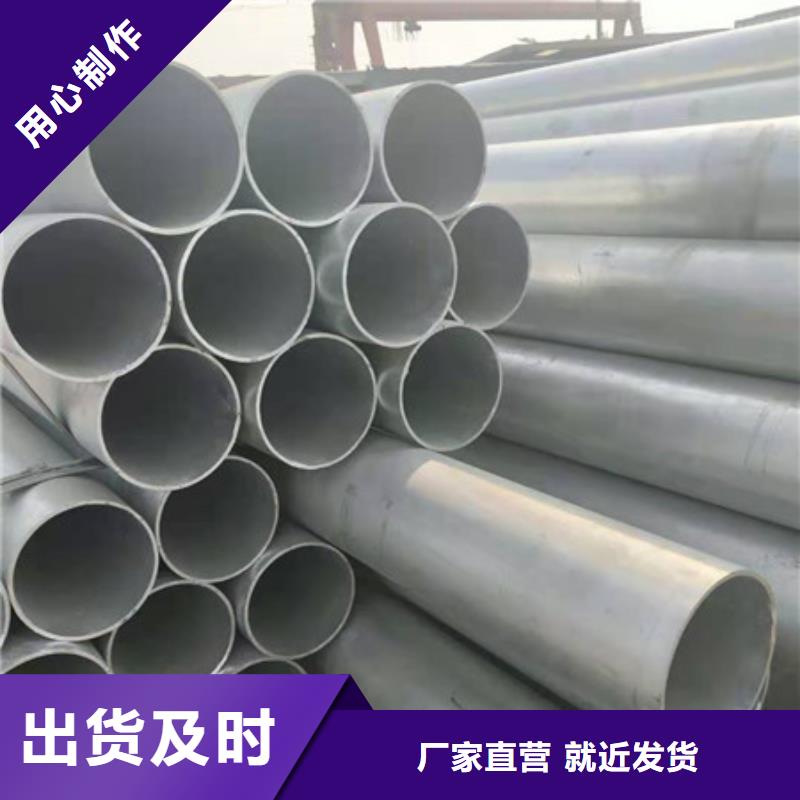
鍍鋅鋼管分為兩種:熱鍍鋅鋼管和冷鍍鋅鋼管
熱鍍鋅鋼管:熱鍍鋅管是使熔融金屬與鐵基體反應(yīng)而產(chǎn)生合金層,從而使基體和鍍層二者相結(jié)合。熱鍍鋅是先將鋼管進(jìn)行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進(jìn)行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強(qiáng),使用壽命長(zhǎng)等優(yōu)點(diǎn)。熱鍍鋅鋼管基體與熔融的鍍液發(fā)生復(fù)雜的物理、化學(xué)反 鍍鋅鋼管應(yīng),形成耐腐蝕的結(jié)構(gòu)緊密的鋅一鐵合金層。合金層與純鋅層、鋼管基體融為一體。故其耐腐蝕能力強(qiáng)。
冷鍍鋅鋼管:冷鍍鋅管就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規(guī)的鍍鋅管生產(chǎn)廠家,為了保證質(zhì)量,大多不采用電鍍鋅(冷鍍)。只有那些規(guī)模小、設(shè)備陳舊的小企業(yè)采用電鍍鋅,當(dāng)然他們的價(jià)格也相對(duì)便宜一些。目前建設(shè)部已正式下文,淘汰技術(shù)落后的冷鍍鋅管,今后不準(zhǔn)用冷鍍鋅管作水、煤氣管。 冷鍍鋅鋼管鍍鋅層是電鍍層,鋅層與鋼管基體獨(dú)立分層。鋅層較薄,鋅層簡(jiǎn)單附著在鋼管基體上,容易脫落。故其耐腐蝕性能差。在新建住宅中,禁止使用冷鍍鋅鋼管作為給水管。


熱鍍鋅鋼管
熱鍍鋅管(Hot dip galvanized steel tube),為提高鋼管的耐腐蝕性能,對(duì)一般鋼管進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面光滑度減低。
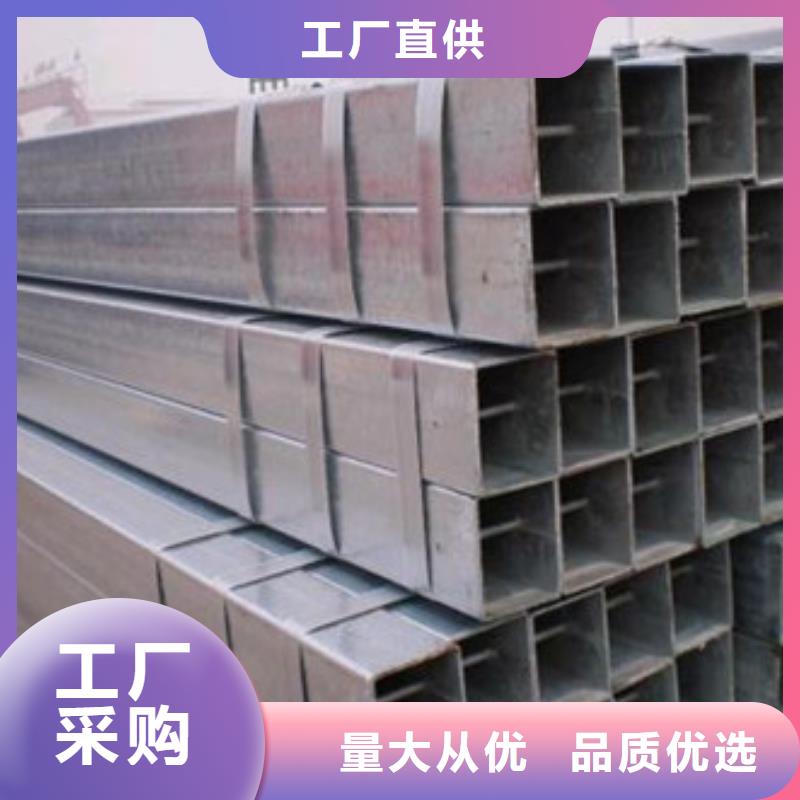
熱鍍鋅鋼管與冷鍍鋅鋼管的區(qū)別
種:冷鍍鋅管和熱鍍鋅管在作業(yè)方式上面有著很大的區(qū)別。熱鍍鋅中的鋅是在450攝氏度到480攝氏度中取得的鋅,而冷鍍鋅鋼管中的鋅是常溫下經(jīng)過電鍍?nèi)〉玫降匿\。
第二種:冷鍍鋅管和熱鍍鋅管在鍍鋅層厚度有著很大的區(qū)別,熱鍍鋅鋼管中鋅的厚度要比冷鍍鋅鋼管中鋅的厚度厚上很多。
第三種:冷鍍鋅管和熱鍍鋅管在表面光滑度上有著很大的區(qū)別,冷鍍鋅鋼管的表面要比熱鍍鋅鋼管的表面粗糙很多。
第四種:冷鍍鋅管和熱鍍鋅管在價(jià)格上面也有著很大的區(qū)別,熱鍍鋅鋼管都是有正規(guī)的鍍鋅管生產(chǎn)廠家生產(chǎn)的,為了保證鍍鋅管的質(zhì)量,他們一般情況下不會(huì)采用電鍍鋅這種鍍鋅方式,而那些設(shè)備比較陳舊、規(guī)模比較小的企業(yè)大多采用電鍍鋅這種模式,自然而然的,冷鍍鋅鋼管要比熱鍍鋅鋼管便宜很多。
第五種:冷鍍鋅鋼管只鍍鋅鋼管的一面,而熱鍍鋅鋼管要把鋼管鍍鋅。
第六種:冷鍍鋅管和熱鍍鋅管在附著力上面也有很大的區(qū)別,冷鍍鋅鋼管的附著力要比熱鍍鋅鋼管的附著力差上很多,因?yàn)槔溴冧\鋼管的鋼管基體和鋅層之間是獨(dú)立存在的,鋅層非常的薄,而且還是簡(jiǎn)單的附在鋼管基體上面,所以冷鍍鋅鋼管很容易脫落。



融拓金屬材料有限公司(保定分公司)是一家專業(yè)生產(chǎn)各種 合金無(wú)縫鋼管廠家。一切為了客戶的需要是公司一直貫徹的經(jīng)營(yíng)原則,在日新月異的時(shí)代,我們利用技術(shù)優(yōu)勢(shì),以科技倡導(dǎo)未來(lái),更注重 合金無(wú)縫鋼管內(nèi)在品質(zhì),并根據(jù)客戶不同的需要為客戶設(shè)計(jì),以滿足客戶的需求。除了優(yōu)良的 合金無(wú)縫鋼管產(chǎn)品,我們還將提供優(yōu)良的售后服務(wù),為用戶解除一切后顧之憂。


保證鋼管在焊接時(shí)的保障措施,主要有五個(gè)方面。保證了這五個(gè)方面,那么鍍鋅鋼管的質(zhì)量也能得到保障了。
首先就是人, 人的因素是施焊的控制重點(diǎn)。因此,在施焊前,應(yīng)選擇技術(shù)熟練、持有焊工證的焊工,進(jìn)行必要的技術(shù)培訓(xùn)、交底。并不得隨意更換,保證施焊該管道焊工人員相對(duì)穩(wěn)定。
其二是焊材的控制,保證采購(gòu)的是正規(guī)渠道的焊材,有質(zhì)保書、合格證,符合工藝要求;焊條頭回收控制嚴(yán)格,以保證流向、用量;焊材要嚴(yán)格按工藝烘烤,并一次發(fā)放不超過半天用量。
第三就是 焊機(jī),焊機(jī)須保證性能可靠、符合工藝需要;焊機(jī)必須有檢定合格的電流、電壓表,以保證焊接工藝的正確實(shí)施。焊接電纜不能過長(zhǎng),較長(zhǎng)時(shí)要調(diào)整焊接參數(shù)。
第四是焊接工藝方法,保證鍍鋅管特殊操作方法的嚴(yán)格實(shí)施,焊接工藝進(jìn)行焊前坡口檢查,施焊工藝參數(shù)、操作手法控制,焊后外觀質(zhì)量檢查,必要時(shí)增加焊后無(wú)損檢測(cè)。控制焊接層次、每道口的焊材用量。
第五就是焊接環(huán)境控制,保證施焊時(shí)的溫度、濕度、風(fēng)速符合工藝要求。
0000



名片")