| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電儀 |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說(shuō)明 | 供方支付 |
| 小起訂 | 1 |
| 是否廠家 | 生產(chǎn)廠家 |
| 產(chǎn)品材質(zhì) | 鋼結(jié)構(gòu) |
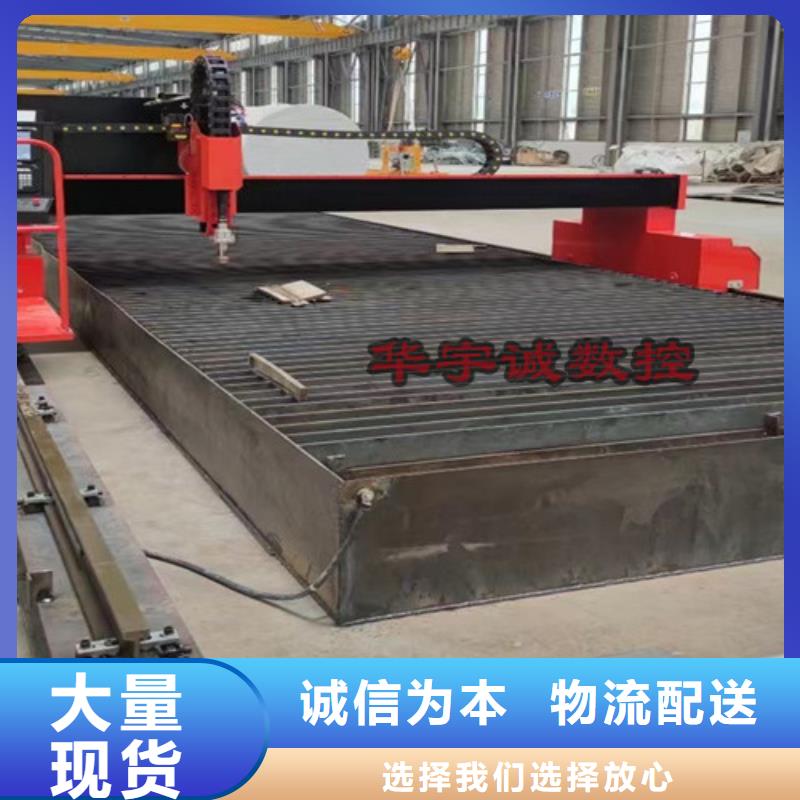
| 產(chǎn)品品牌 | 華宇誠(chéng)數(shù)控 |
| 產(chǎn)品規(guī)格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | YCLM-4000 |
| 質(zhì)保時(shí)間 | 2年 |
| 適用領(lǐng)域 | 金屬鋼板切割 |
式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
當(dāng)前大家對(duì)于數(shù)控等離子切割機(jī)都是頗為感興趣的,大家都想要了解一下數(shù)控等離子切割機(jī),那么小美也是在網(wǎng)絡(luò)上收集了一些關(guān)于數(shù)控等離子切割機(jī)的一些信息來(lái)分享給大家,希望能夠幫到大家哦。
1、數(shù)控等離子切割機(jī),就是指用于控制機(jī)床或設(shè)備的工件指令(或程序),是以數(shù)字形式給定的一種新的控制方式。
2、將這種指令提供給數(shù)控自動(dòng)切割機(jī)的控制裝置時(shí),切割機(jī)就能按照給定的程序,自動(dòng)地進(jìn)行切割。
3、數(shù)控切割由數(shù)控系統(tǒng)和機(jī)械構(gòu)架兩大部分組成。
4、與傳統(tǒng)手動(dòng)和半自動(dòng)切割相比,數(shù)控切割通過(guò)數(shù)控系統(tǒng)即控制器提供的切割技術(shù)、切割工藝和自動(dòng)控制技術(shù),有效控制和提高切割質(zhì)量和切割效率。
5、 數(shù)控切割:是指數(shù)控火焰、等離子、激光和水射流等切割機(jī),根據(jù)數(shù)控切割套料軟件提供的優(yōu)化套料切割程序進(jìn)行全時(shí)、自動(dòng)、、高質(zhì)量、高利用率的數(shù)控切割。
6、數(shù)控切割代表了現(xiàn)代高科技的生產(chǎn)方式,是先進(jìn)的優(yōu)化套料計(jì)算技術(shù)與計(jì)算機(jī)數(shù)控技術(shù)和切割機(jī)械相結(jié)合的產(chǎn)物。
本文到此結(jié)束,希望對(duì)大家有所幫助。式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
數(shù)控等離子切割機(jī)散熱系統(tǒng)清理要點(diǎn)數(shù)控等離子切割機(jī)的散熱系統(tǒng)作為割炬主要散熱渠道,在常規(guī)配置中可以分為風(fēng)冷式散熱和水冷式散熱兩大類(lèi),由于數(shù)控等離子切割機(jī)的工作原理:利用等離子體弧柱的高溫來(lái)熔化被切割材料,在一般切割加工使用時(shí),是需要配備專(zhuān)門(mén)的空氣壓縮機(jī)作為輔助實(shí)現(xiàn)切割過(guò)程中吹離材料熔渣形成割縫效果。等離子體是一種特殊的物質(zhì)形態(tài),現(xiàn)代物理上把它列于固態(tài)、液態(tài)、氣態(tài)之后的物質(zhì)第四態(tài)。等離子弧是將自由電弧通過(guò)機(jī)械壓縮,熱收壓縮和磁收縮,進(jìn)行強(qiáng)迫 “壓縮”而獲得的壓縮電弧,其能量集中,溫度高(弧中心溫度18000-24000K),焰流速度大(可達(dá)300m/s以上)。 接下來(lái)武漢耐霸小編將主要就數(shù)控等離子切割機(jī)散熱系統(tǒng)清理及日常維護(hù)需要注意的一些要求予以歸納和說(shuō)明:1. 擰下螺釘,拆下空氣過(guò)濾器,準(zhǔn)備清洗;2. 定期監(jiān)視數(shù)控系統(tǒng)的電網(wǎng)電壓,保證電網(wǎng)電壓的波動(dòng)范圍在允許的額定范圍內(nèi);3. 輕輕振動(dòng)拆下后的過(guò)濾器,同時(shí),用壓縮空氣由里向外吹掉空氣過(guò)濾器內(nèi)的灰塵;4. 定期檢查和更換直流電動(dòng)機(jī)電刷;5. 若過(guò)濾器灰塵過(guò)厚壓縮空氣無(wú)法除去時(shí),可采用中性清潔劑輕輕沖洗,置于陰涼處晾干;6. 定期更換存儲(chǔ)器用電池。一般情況下,即使電池尚未失效,也應(yīng)每年更換一次電池,以確保系統(tǒng)能正常地工作 。式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
數(shù)控等離子切割機(jī)系統(tǒng)具有的優(yōu)勢(shì)
專(zhuān)用數(shù)控系統(tǒng)應(yīng)用于等離子弧切割,相比火焰切割將存在質(zhì)的不一樣,很多用戶(hù)都不明白這點(diǎn)。業(yè)內(nèi)人士都曉得切割專(zhuān)用數(shù)控系統(tǒng)關(guān)于切割零件的輪廓速度控制與切割技術(shù)的需求永遠(yuǎn)是對(duì)立的。
切割技術(shù)通常需求對(duì)于所切割的零件輪廓速度要相同,可是又為了確保機(jī)床的切割平穩(wěn)又必須在各個(gè)角落處進(jìn)行減速、加快操作,然后會(huì)帶來(lái)在角落處的切割質(zhì)量降低。
關(guān)于火焰切割,因?yàn)榍懈钏俣仁鞘致模詫?duì)各個(gè)角落處的切割質(zhì)量影響不大,而關(guān)于等離子弧切割,跟著切割速度越大,各個(gè)角落處的切割質(zhì)量就越差,特別薄板切割就愈加顯著了,所以關(guān)于數(shù)控系統(tǒng)就提出了更高需求。
在切割前進(jìn)行角落處速度預(yù)處理,依據(jù)角落線(xiàn)段的相交角和系統(tǒng)參數(shù)"離心加快度"以及當(dāng)時(shí)設(shè)定的切割速度來(lái)歸納計(jì)算角落處應(yīng)減到的速度,然后盡量保持切割速度。就象開(kāi)車(chē),在不一樣大小的轉(zhuǎn)彎處,采納不一樣的速度,而國(guó)內(nèi)大多數(shù)系統(tǒng)沒(méi)有角落處速度預(yù)處理功能,因此用戶(hù)能夠很簡(jiǎn)單依據(jù)角落的速度改變來(lái)判別系統(tǒng)的好壞。式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
數(shù)控等離子切割機(jī)噴嘴高度
數(shù)控等離子切割機(jī)噴嘴高度是指噴嘴端面與切割表面的距離,它構(gòu)成了整個(gè)弧長(zhǎng)的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會(huì)使弧長(zhǎng)增加并導(dǎo)致電弧電壓加大,從而使電弧功率提高;但同時(shí)也會(huì)使暴露在環(huán)境中的弧長(zhǎng)增長(zhǎng),弧柱損失的力量增多。
在兩個(gè)因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會(huì)使有效的切割力量減小,致使切割能力降低。通常表現(xiàn)是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過(guò)熔而出現(xiàn)圓角等。另外,從等離子射流的形態(tài)方面考慮,射流直徑在離開(kāi)割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對(duì)提高切割速度和切割質(zhì)量都是有益的,但是,噴嘴高度過(guò)低時(shí)可能會(huì)引起雙弧現(xiàn)象。采用陶瓷外噴嘴可以將噴嘴高度設(shè)為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。式數(shù)控火焰切割機(jī) 龍門(mén)火焰數(shù)控切割機(jī)報(bào)價(jià)現(xiàn)貨充足")
數(shù)控科技有限公司(永州分公司)名片")