| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 廠家/產(chǎn)地 | 縱橫機(jī)械/洛陽(yáng) |
| 主要材料 | 橡膠 |
| 生產(chǎn)工藝 | 熱硫化或冷粘 |
| 產(chǎn)品規(guī)格 | 按要求訂做 |
| 斷裂強(qiáng)度 | 17 |
| 扯斷伸長(zhǎng)率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應(yīng)力 | 10 |
| 剝離強(qiáng)度 | 7 |
| 磨耗減量 | 0.1 |
| 應(yīng)用領(lǐng)域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |

襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
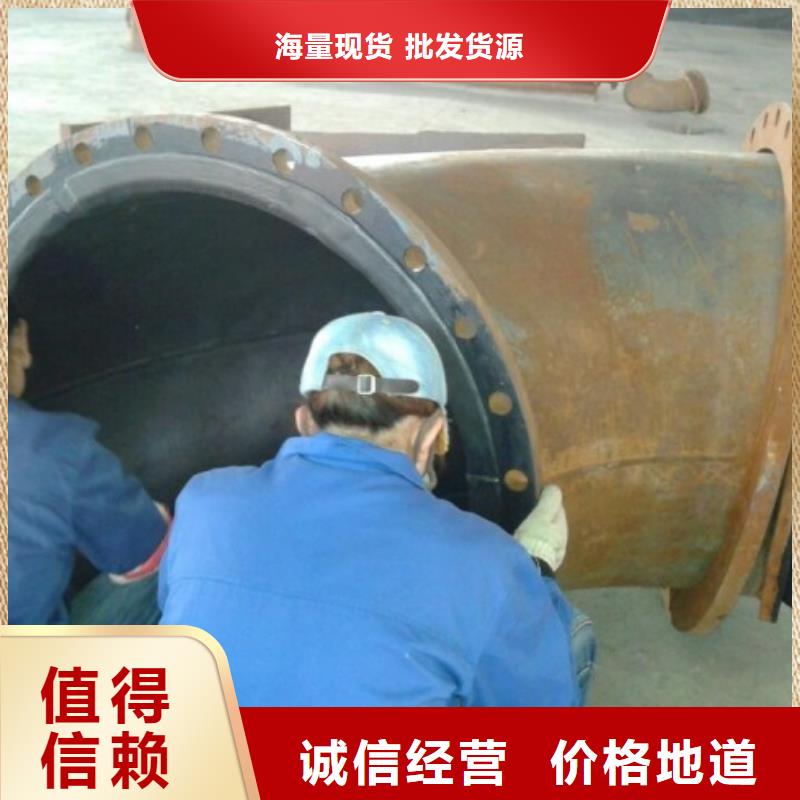
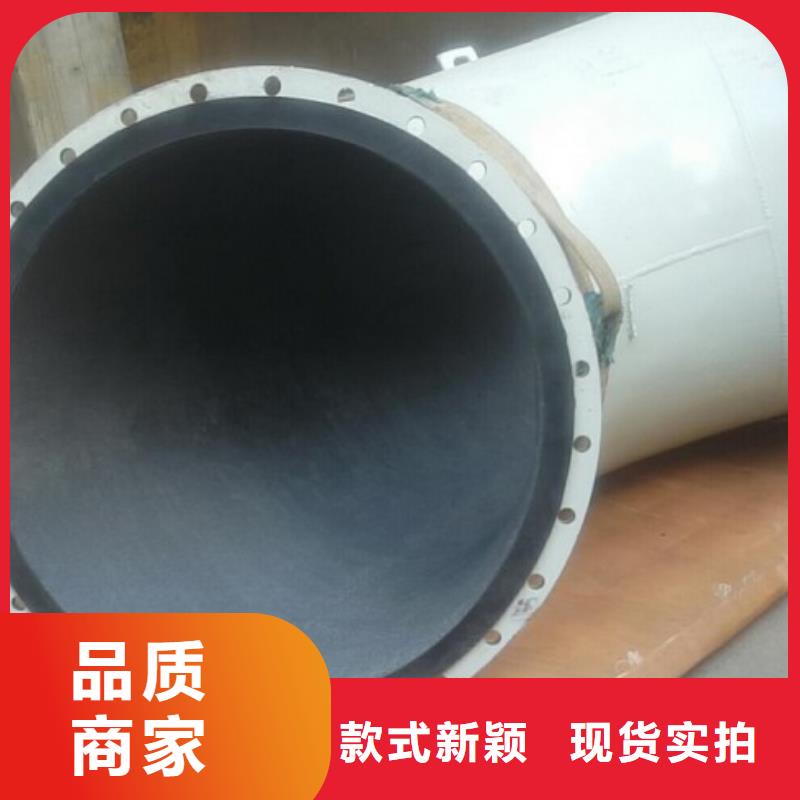
襯膠管道制造過程控制及技術(shù)要求
1)襯膠工藝要求:
TROTOP襯膠復(fù)合管的制造工藝要求:
鋼橡復(fù)合管和管件應(yīng)采用擠出無縫膠管、氣囊吹脹法復(fù)合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據(jù)買方蓋章圖紙要求的長(zhǎng)度,及生產(chǎn)工藝切割鋼管;
a、點(diǎn)焊法蘭
點(diǎn)焊注意法蘭與鋼管垂直。
b、焊接:
待質(zhì)檢人員檢查合格后在二保自動(dòng)焊接機(jī)上進(jìn)行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設(shè)排氣孔,超聲波檢測(cè)(UT) ,X射線照相檢測(cè)(RT)5%,壓力試驗(yàn)。
焊接執(zhí)行API 1104,超聲波檢測(cè)符合GB11345-2013, GB 50184-2011 標(biāo)準(zhǔn)規(guī)定。
c、加長(zhǎng)
對(duì)于需焊接接長(zhǎng)的管件,管內(nèi)外焊縫表面均應(yīng)打磨光滑。 對(duì)焊縫外觀進(jìn)行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術(shù)規(guī)格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質(zhì)量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測(cè)試其是否被污染、油污或受潮。測(cè)試應(yīng)當(dāng)在每班開始和結(jié)束時(shí)進(jìn)行并且間隔不超過4 小時(shí)。同時(shí)應(yīng)當(dāng)在空壓機(jī)作業(yè)后進(jìn)行測(cè)試。只有測(cè)試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時(shí)才可以使用。如果有污染的跡象,應(yīng)對(duì)空壓機(jī)進(jìn)行檢修并且按照上面的描述重新檢查空氣質(zhì)量。
b、露點(diǎn)控制:
表面溫度 至少應(yīng)保持在高于露點(diǎn)3oC,并且不超過相對(duì)濕度。如果由于外界環(huán)境的影響,不保持在此環(huán)境下會(huì)有風(fēng)險(xiǎn),那就要使用去濕設(shè)備或者加熱設(shè)備。
c、噴砂
碳鋼襯膠基體表面處理等級(jí)達(dá)到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質(zhì),殘留僅為斑點(diǎn)或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進(jìn)行處理后,應(yīng)將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點(diǎn)待用。從表面處理完畢至完成外表面粘接劑的間隔時(shí)間,長(zhǎng)不應(yīng)超過24h。

襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")
襯塑外鍍鋅品質(zhì)不將就")

襯塑外鍍鋅品質(zhì)不將就")


 縱橫機(jī)械制造有限公司(澳門分公司)名片")