| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |



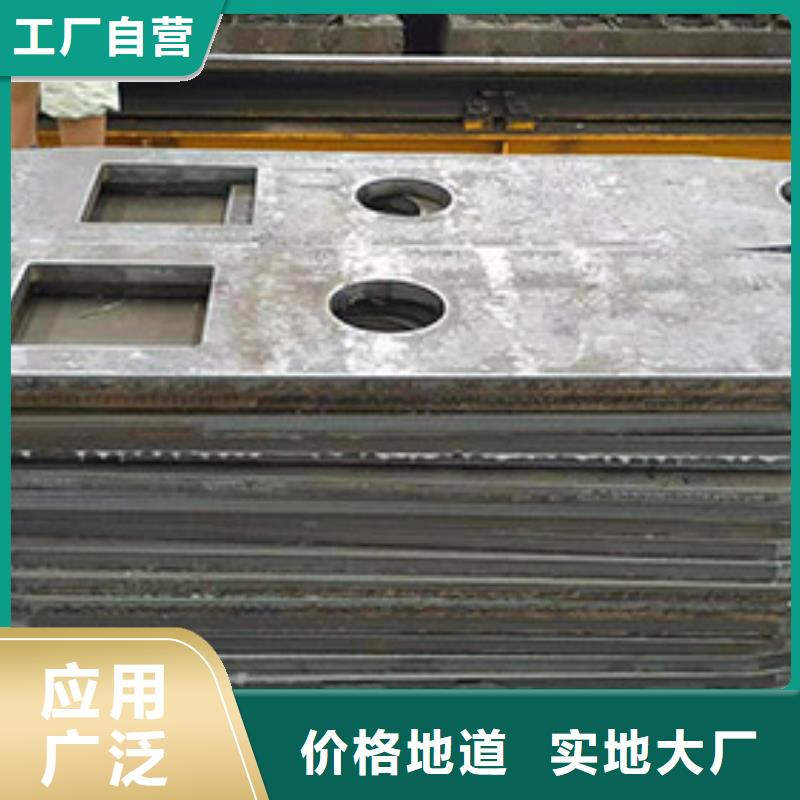
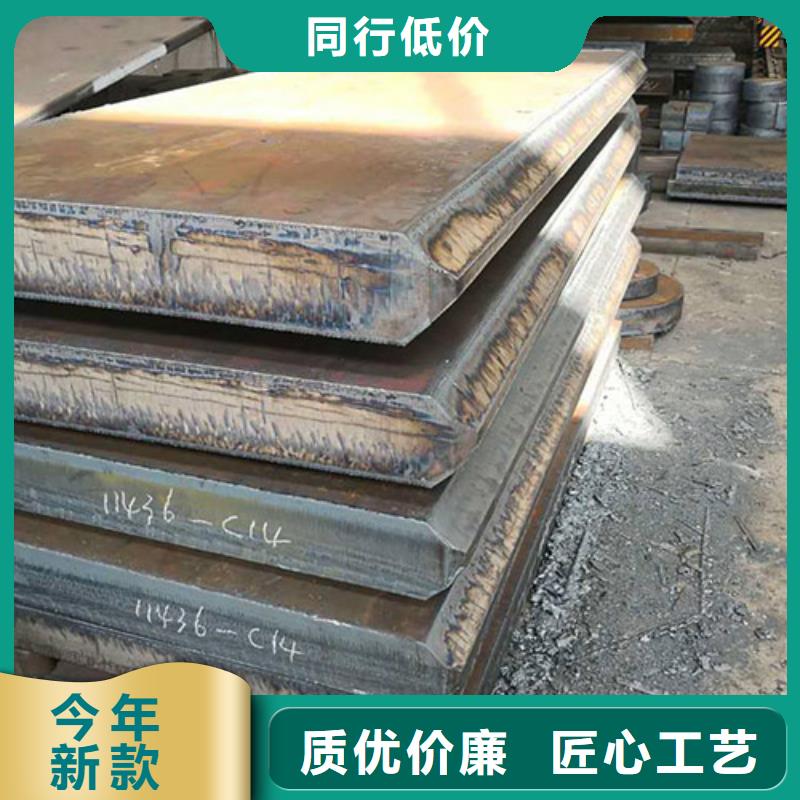
關于45#特厚鋼板零割設置及火焰溫度有哪些要求你又知道多少呢?下面就讓聚賢豐匯帶您了解關于特厚鋼板切割參數設置及注意事項
首要應該先完結參數設置,參數設置要結合板材的厚度來設定,所包括的數據也比較復雜,工作人員要確定好氧氣壓力數值、切開速度要求和類型等不同的參數信息,完結參數設定之后才能夠進行加工,假如在加工期間完結憑仗經歷來切開的話,板材的加工作用就會受到影響,所以工作人員不能夠忽視這項操作事項。
其次在進行鋼板切開操作之前應該對板材的外表進行檢查,假如發現資料上面有許多污漬和油污的話,這樣在加工期間就容易發作許多問題,加工質量也無法到達要求,所以必定要事前對資料進行簡單的清潔處理。在進行切開操作時,移動速度不能夠過快,應該保持穩定勻速完結加工,假如加工期間熱量缺乏或者是中途中止的話,關于資料的切開質量都產生不良影響。
火焰溫度
在進行鋼板切開操作時,工作人員還要留意板材和平面保持必定的視點,這樣能夠讓資料邊際受熱愈加均勻,也有助于板材的加工質量。
在對特厚鋼板零割操作期間,用戶需要留意調整火焰溫度,在實踐的加工操作期間,所觸摸使用的板材品種有必定的差異,別的板材的厚度規范也不同,假如是對比較薄的鋼板進行切開的話,這個時分火焰溫度不必太高,正常溫度就能夠到達鋼板的熔點,而在對特厚鋼板進行加工時,火焰溫度就要到必定的規范,這樣當溫度升高時就能夠讓鋼板融化,并到達加工意圖。
現在特厚鋼板零割加工需求量非常大,各個加工生產廠家在對板材進行加工的時分也會盡量防止發作板材變形等狀況,由于現在有的加工工作中操作辦法不妥,或者是沒有依照正常的工序來完結板材加工的話,這個時分板材就無法到達規范要求,也不符合相關操作規范。所以在咱們萬卓鋼板切開進行特厚鋼板零割的時分,應該先對加工原資料進行檢查,調查資料上面是否有不平坦的區域,以及板材的厚度是多少,明確加工要求,這樣在確定好這些信息之后再進行加工操作。現在許多鋼板加工單位中都會忽視資料的選用狀況,而許多鋼板的制造標準和外觀其實都存在必定的收支,所以為了確保加工制品的質量,必定要重視原資料的選用狀況。
加工單位在進行特厚鋼板零割之前,能夠先派遣專人關于加工資料進行檢查,當發現板材有油污或者是不符合標準的狀況存在時,必定要及時進行更換。
火焰切割機鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在數控火焰切割機實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減速切割速度來 的改善斷面質量,那是辦不到的,只能使切割斷面質量變差。
過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割終端;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
數控火焰切割機預熱處理是完成切割焰溫度控制的為直接的方式,在目前國內多數數控火焰切割機設備的工作模式中,一般需要在控制系統上的時間設計來控制切割焰的溫度高低,而傳統火焰切割方式與數控技術相結合,使數控火焰切割機得到更為廣泛的市場應用。在實際加工使用中,考慮到火焰切割的加工板厚差異較大,使很多企業無法準確把握不同材料及厚度情況下對數控火焰切割機的速度設置。








展望未來,聚賢豐匯金屬材料有限公司(宿遷分公司)不是一味的追求什么規模,而是生產出優質 冷拉圓鋼產品,為客戶服務,讓客戶心中永遠記得有這樣一個重質量,守誠信的單位,永遠存在于廣大客戶的心中。

名片")