


以下是:潯陽57*3.5聲測管廠家的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 今年在江蘇省宿遷市購買潯陽57*3.5聲測管廠家有了新選擇,鑫億呈鋼管有限公司(宿遷分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的潯陽57*3.5聲測管廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:劉經理-18833761560,QQ:18833761560,地址:新華區。 江蘇省,宿遷市 宿遷市,簡稱宿,古稱下相、宿豫、鐘吾等,江蘇省轄地級市,位于長三角北翼,江蘇省北部,地處徐州市、連云港市、淮安市中心地帶,是徐州都市圈、江淮生態經濟區核心城市。截至2023年6月,宿遷市轄2區3縣,總面積8555平方千米。2022年末,宿遷市常住人口為497.53萬人。
產品視頻展示,助您洞悉潯陽57*3.5聲測管廠家產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
以下是:潯陽57*3.5聲測管廠家的圖文介紹
江蘇宿遷鑫億呈鋼管有限公司是精于 聲測管,注漿管,冷卻管,沉降板系列產品的應用研究和開發,致力于廣大客戶提供專業化和個性化服務的公司。我們專業生產 聲測管,注漿管,冷卻管,沉降板等。公司主營產品 聲測管,注漿管,冷卻管,沉降板。江蘇宿遷鑫億呈鋼管有限公司誠始終堅持以“品質是企業的生命”這一理念永續經營,本著“質量至上誠信經營”的經營理念及“用心服務感動客戶”的銷售理念去贏得客戶贏得市場,持續不斷為廣大客戶提供z u i的 聲測管,注漿管,冷卻管,沉降板解決方案,勤勞和真誠的我們愿與您攜手共進,共贏未來!
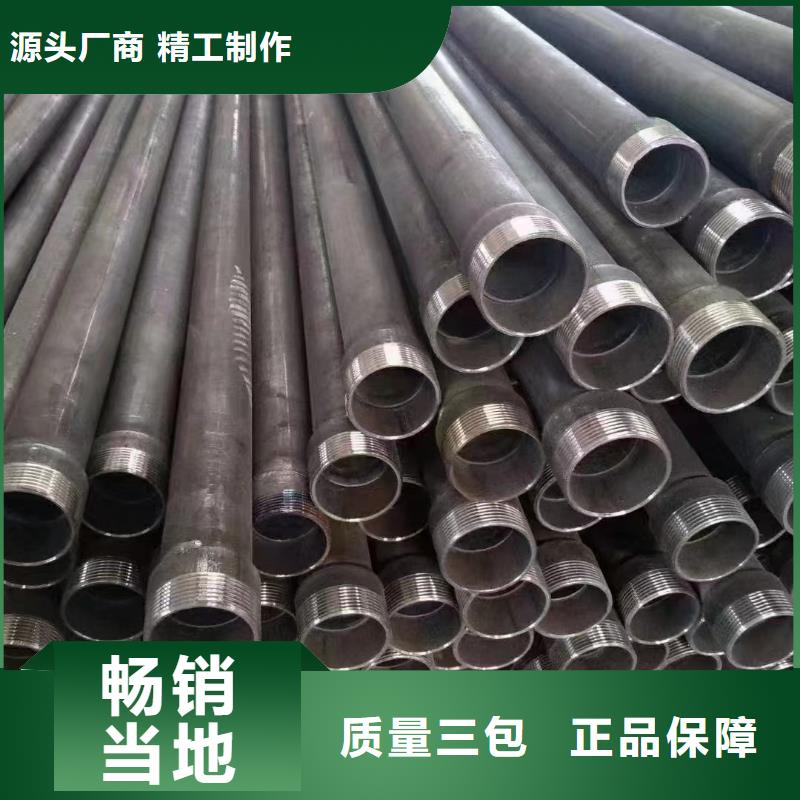
江蘇宿遷聲測管現貨現貨廠家的主管一般都是采用Q195材質的直縫焊管制作而成的,其口徑一般在50㎜,54㎜,57㎜三種。壁厚從0.8~3.5㎜不等。在江蘇宿遷聲測管現貨現貨廠家的生產過程中,外焊筋已經被去掉了,因此其表面是沒有焊筋存在的,只能看到一條淺淺的焊縫。而江蘇宿遷聲測管現貨現貨廠家的內部是有焊筋的,但是因為管徑太小,所以沒有辦法剔除內焊筋,但是在使用過程中,內焊筋的存在并不會給江蘇宿遷聲測管現貨現貨廠家的性能造成影響。口徑為50㎜、壁厚為0.8~1.1的江蘇宿遷聲測管現貨現貨廠家有的是采用扎帶鋼做的,因此其表面非常的光亮,而54、57以及50㎜口徑,壁厚在1.2以上的江蘇宿遷聲測管現貨現貨廠家,在生產時多采用的是熱軋帶鋼,因此其表面并不會太亮。一般情況下,為了能夠使鉗壓式江蘇宿遷聲測管現貨現貨廠家在安裝和使用時更加的方便,都會將管材插入的一端用砂輪磨出破口,這樣不但在插入接頭的時候好插,而且還會將管材邊緣的毛刺磨掉,使得安裝和使用都更加的方便。
鉗壓式江蘇宿遷聲測管投入運行之前是要進行壓力試驗的,壓力測試包括強度測試和水密性測試兩項。測試時一般采用水作為測試的介質。在排除測試的管道內空氣之后,以穩定的升壓速度將壓力提高到要求的壓力值,壓力表要盡可能的放置在測試段的**處,壓力測試可以在管線回填之前或之后進行,鉗壓式江蘇宿遷聲測管道一定的間隔覆土,尤其對于蛇行管道,壓力試驗時,應將管道固定在原位。法蘭點擊打開鏈接連接部位應暴露以便于檢查是否泄漏。壓力試驗的測試壓力不應超過HD鉗壓式江蘇宿遷聲測管材壓力等級或系統中**壓力等級配件壓力等級的1.5倍,開始時,應將壓力上升到規定的測試壓力值并停留足夠的時間保證管子充分膨脹,這一過程需要2-3小時,當系統穩定后,將壓力上升到工作壓力的1.5倍,穩壓1小時,仔細觀察壓力表,并沿線巡視,如果在測試過程中并無肉眼可見的泄漏或發生明顯的壓力降,則管道通過壓力測試。鉗壓式江蘇宿遷聲測管水壓試驗標準:應無滲漏做到每個管道水壓試驗,按試驗壓力試驗壓力Mpa S-靜水壓試驗,試驗壓力測試,以計算P = 2ST / D,其中水壓試驗按照相應標準規定的小屈服帶鋼( Q235是為235Mpa ), 60 %的人選擇。穩壓時間: D < 508試壓時間小于5秒,D ≥ 508測試保壓時間小于10秒的鋼管焊接縫,鋼筋頭和環焊縫4無損檢測應該是X射線或超聲波檢查。對于普通可燃流體輸送到螺旋縫鋼管應為100 % SX -射線或超聲波測試,用于水,污水,空氣,蒸汽等一般加熱流體輸送管道螺旋焊縫應作X -射線或超聲波探傷檢查( 20 % ) 。
江蘇宿遷聲測管對焊接質量有哪些要求:分析江蘇宿遷聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。江蘇宿遷聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于江蘇宿遷聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在江蘇宿遷聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在江蘇宿遷聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。
聯系人:劉經理,電話:18833761560,鑫億呈鋼管有限公司(宿遷分公司)在江蘇省宿遷市本地專業從事潯陽57*3.5聲測管廠家,江蘇省宿遷市各個縣市以及周邊城市均可提供送貨上門服務!








