

以下是:生產無縫鋼管的廠家的產品參數生產無縫鋼管的廠家,眾思創物資有限公司(內江分公司)為您提供生產無縫鋼管的廠家產品案例,聯系人:王經理,電話:13884835444、13884835444,QQ:1453800323,發貨地:開發區大東鋼管城B區3號。 四川省,內江市 內江市是全國老工業基地,信息惠民試點城市、“寬帶中國”示范城市、川南渝西融合發展試驗區、內榮農高區、內江自貢同城化發展的重要組成部分。正在建設“成渝發展主軸中心城市”;四川省支持建設“成渝發展主軸產業強市和區域物流樞紐”。2020年,內江邁進“雙百城市”,2021年,內江邁入“雙高鐵”時代。
想要更直觀地了解生產無縫鋼管的廠家產品嗎??產品視頻,帶你走進產品世界以下是:生產無縫鋼管的廠家的圖文介紹
1 合金鋼管焊接時朝焊縫同一方向彎曲 原因:焊縫正火處理不充分,管子靠焊縫一側存在熱應力,因而在冷卻后發生朝一個方向的彎曲。 解決辦法:(1)調節中間輥,適當加大撓度曲線;(2)兩次矯直;(3)在無法直接矯直的時候,管子整體回火。 2 合金鋼管焊接時無規則彎曲 原因:(1)三道輥之間的壓力不一致;(2)矯直輥磨損較大。 解決辦法:檢查調整上矯直輥是否松動,用樣棒校直三道之間的接觸線長度。 3 合金鋼管焊接時長度縮短較大 原因:三道矯直輥之間的輥壓角度相差太大;矯直壓力較大。 解決辦法:調整輥壓角,盡可能做到一致;適當調整矯直壓力。 4 合金鋼管焊接時一頭彎曲 原因:輥與輥之間的間距太大。 解決辦法:選用適應相應管徑的較小間距的矯直機。 5 合金鋼管焊接時頭部不圓 原因:三道矯直輥之間的接觸相位分布不當或重合,輥壓力太大。 解決辦法:適當調整輥與輥之間的角度,調節輥對管子的壓力。
無縫鋼管執行標準: 1、結構用無縫管(GB/T8162-2008)是用于一般結構和機械結構的無縫鋼管。 2、流體輸送用無縫鋼管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般無縫鋼管。 3、低中壓鍋爐用無縫鋼管(GB3087-2008)是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)無縫鋼管。 4、高壓鍋爐用無縫鋼管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼無縫鋼管。 5、化肥設備用高壓無縫鋼管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設備和管道的優質碳素結構鋼和合金鋼無縫鋼管。 6、石油裂化用無縫鋼管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道無縫鋼管。 7、地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等。 8、金剛石巖芯鉆探用無縫鋼管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的無縫鋼管。 9、石油鉆探管(YB528-65)是用于石油鉆探兩端內加厚或外加厚的無縫鋼管。鋼管分車絲和不車絲兩種,車絲管用接頭聯結,不車絲管用對焊的方法與工具接頭聯結。 10、船舶用碳鋼無縫鋼管(GB5213-85)是制造船舶I級耐壓管系、Ⅱ級耐壓管系、鍋爐及過熱器用的碳素鋼無縫鋼管。碳素鋼無縫鋼管管壁工作溫度不超過450℃,合金鋼無縫鋼管管壁工作溫度超過450℃。 11、汽車半軸套管用無縫鋼管(GB3088-82)是制造汽車半軸套管及驅動橋橋殼軸管用的優質碳素結構鋼和合金結構鋼熱軋無縫鋼管。 12、柴油機用高壓油管(GB3093-2002)是制造柴油機噴射系統高壓管用的冷拔無縫鋼管。13、液壓和氣動缸筒用精密內徑無縫鋼管(GB8713-88)是制造液壓和氣動缸筒用的具有精密內徑尺寸的冷拔或冷軋精密無縫鋼管。 14、冷拔或冷軋精密無縫鋼管(GB3639-2000)是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的冷拔或冷軋精密無縫鋼管。 選用精密無縫鋼管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。 15、結構用不銹鋼無縫鋼管(GB/T14975-2002)是廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道和結構件及零件的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)無縫鋼管。 16、流體輸送用不銹鋼無縫鋼管(GB/T14976-2002)是用于輸送流體的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)無縫鋼管。 17、異型無縫鋼管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。異型無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。 18.低溫管道用無縫鋼管(GB/T18984-2003)適用于-45℃~-195℃級低溫壓力容器管道以及低溫熱交換器管道。
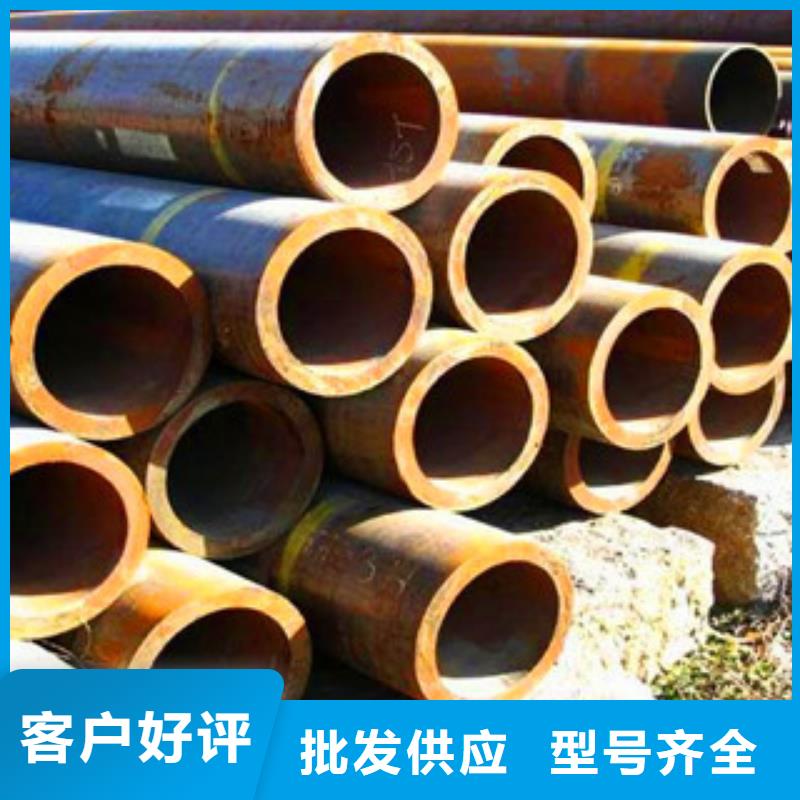
無縫管表面凹凸不平的缺陷 簡介:方管協會訊記者偽劣無縫管易出現折疊。折疊是無縫管表面形成的各種折線,這種缺陷往往貫穿整個產品的縱向。產生折疊的原因是由于偽劣廠家追求率,壓下量偏大,產生耳子,下一道軋制時就產生折疊,折疊的產品折彎后就會開裂,無縫管的強度大下降。 2.偽劣無縫管外表經常有麻面現象。麻面是由于軋槽磨損嚴重引起無縫管表面不規則的凹凸不平的缺陷。由于偽劣無縫管廠家要追求利潤,經常出現軋槽軋制超標。 3.偽劣無縫管表面易產生結疤。原因有兩點:1.偽劣無縫管材質不均勻,雜質多。2。偽劣材廠家導衛設備簡陋, 方管協會訊記者偽劣無縫管易出現折疊。折疊是無縫管表面形成的各種折線,這種缺陷往往貫穿整個產品的縱向。產生折疊的原因是由于偽劣廠家追求率,壓下量偏大,產生耳子,下一道軋制時就產生折疊,折疊的產品折彎后就會開裂,無縫管的強度大下降。 2.偽劣無縫管外表經常有麻面現象。麻面是由于軋槽磨損嚴重引起無縫管表面不規則的凹凸不平的缺陷。由于偽劣無縫管廠家要追求利潤,經常出現軋槽軋制超標。 3.偽劣無縫管表面易產生結疤。原因有兩點:1.偽劣無縫管材質不均勻,雜質多。2。偽劣材廠家導衛設備簡陋,容易粘鋼,這些雜質咬人軋輥后易產生結疤。 4.偽劣材表面易產生裂紋,原因是它的坯料是土坯,土坯氣孔多,土坯在冷卻的過程中由于受到熱應力的作用,產生裂痕,經過軋制后就有裂紋。( 5.偽劣無縫管容易刮傷,原因是偽劣材廠家設備簡陋,易產生毛刺,刮傷無縫管表面。深度刮傷降低無縫管的強度。 6.偽劣無縫管無金屬光澤,呈淡紅色或類似生鐵的顏色,原因有兩點二、它的坯料是土坯。2、偽劣材軋制的溫度不標準,他們的鋼溫是通過目測的,這樣無法按規定的奧氏體區域進行軋制,無縫管的性能自然就無法達標。 7.偽劣無縫管的橫筋細而低,經常出現充不滿的現象,原因是廠家為達到大的負公差,成品前幾道的壓下量偏大,鐵型偏小,孔型充不滿。 8.偽劣無縫管的橫截面呈橢圓形,原因是廠家為了節約材料,成品輥前二道的壓下量偏大,這種螺紋鋼的強度大大地下降,而且也不符合螺紋鋼外形尺寸的標準 一、方管協會調查隊獲悉要盡可能到大型鋼筋生產企業的經銷部門或專賣店去購買,這些銷售部門的鋼筋由生產企業直供,鋼筋質量較有保證; 二、要查看有無鋼筋生產企業出具的產品質量證明書和實行生產許可證管理的編號; 三、要看鋼筋表面質量和標志。,在購買無縫鋼管時總會遇到各種型號、材質的無縫鋼管。其中就有10號、20號無縫鋼管。這兩種型號的鋼管有什么不同嗎?各自有什么優勢? 10號和20號無縫鋼管的材質不同,硬度也不一樣。10與20代表的它們的含碳量的高低。在GB9948中,10號含碳量為0.07-0.14,而20C含碳量為0.17-0.24。 C的含量越高,它的硬度及強度越高,但韌性和塑性會越低,可焊接性越差。10# 硬度不夠,但是韌性很好,在脹接時的可靠些,不容易出現裂,適合做 小口徑的 管道, 比如汽車上的油管 20號 硬度適中,韌性也還可以,所以是用途廣泛的,管道、管件、機械加工設備等等都可以用到。鋼筋應在其表面軋上牌號標志、廠名(或商標)和直徑; 四、注意觀察,鋼筋的表面是不允許有裂紋、結疤和折疊等缺陷的,如果你選購的無縫管存在上述問題,務請留意。
四川內江眾思創物資有限公司主要經營銷售: 無縫鋼管,小口徑無縫鋼管,,我單位憑借良好的信譽,完善的服務、充足的貨源為您提供每一支優質的產品!本公司鄭重向您承諾:保證以z u i好的質量,以z u i低的價格,z u i完善的售后服務,來答謝新老客戶。
精密鋼管的用途及熱處理過程 精密鋼管大家應該多多少少都知道了,它是是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管,但是有的人不知道它用途和熱處理過程,下面是我公司給大家帶來的一些了解。 精密鋼管的用途: 精密鋼管廣泛用于汽車、摩托車、電動車、石化、電力、船只、航天、軸承、氣動元件、中低壓鍋爐無縫鋼管等范疇,也可適用于鋼筋套筒、軸承、液壓、機械加工等領域 熱處理: 真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山/畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。 結果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。滲碳后的精密鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內部發生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。真空滲碳的溫度一般高于普通氣體滲碳,常采用920~1040℃滲入和擴散可按所示分兩階段,也可用脈沖式通氣、停氣,多段式的滲一擴相間,效果更好。由于溫度高,尤其表面潔凈、有活性,真空滲碳層形成速度比普通氣體、液體和固體滲碳快,如要求滲層為1mm時,在927℃只需5h,而1033℃僅需1h。
您是想要在四川省內江市采購高質量的生產無縫鋼管的廠家產品嗎?眾思創物資有限公司(內江分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的生產無縫鋼管的廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理-13884835444,QQ:1453800323,地址:《開發區大東鋼管城B區3號》。












