

以下是:大口徑厚壁鋁管工廠現貨的產品參數大口徑厚壁鋁管工廠現貨,鑫碩金屬制品有限公司(岱岳分公司)為您提供大口徑厚壁鋁管工廠現貨,聯系人:武經理,電話:13561258510、13561258510,QQ:,請聯系鑫碩金屬制品有限公司(岱岳分公司),發貨地:高新區許營鎮。 山東省,泰安市,岱岳區 2022年,岱岳區實現地區生產總值380.4億元,分產業看,產業增加值52.1億元,第二產業增加值125.8億元,第三產業增加值202.5億元。三次產業增加值占GDP比重分別為13.7%、33.1%、53.2%。按照常住人口計算,人均GDP56291元。
為了展現大口徑厚壁鋁管工廠現貨產品的優勢,我們呈現了制作的產品視頻。幾分鐘的沉浸,將讓您對這款產品有更深入的了解。以下是:大口徑厚壁鋁管工廠現貨的圖文介紹
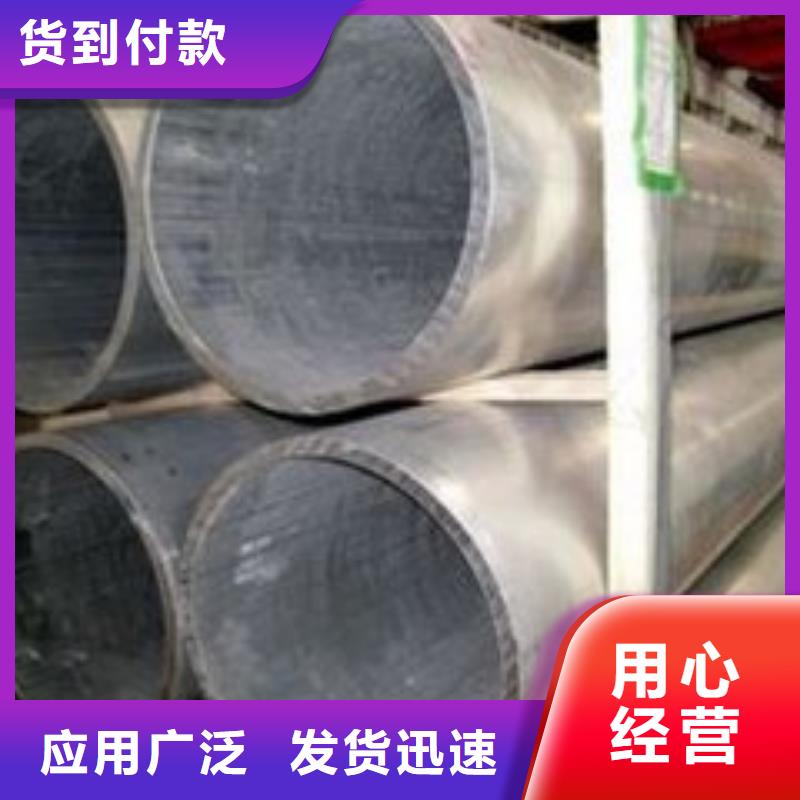
結構用鋁合金鋼管焊接前焊接口的處理工作
1、焊前清理:鋁及鋁合金焊接時,焊前應嚴格工件焊口及焊絲表面的氧化膜和油污;1)化學清洗化學清洗效率高,質量穩定,適用于清理焊絲及尺寸不大、成批生產的工件。可用浸洗法和擦洗法兩種。可用丙酮、汽油、煤油等有機溶劑表面去油,用40℃~70℃的5%~10%NaOH溶液堿洗3 min~7 min(純鋁時間稍長但不超過20 min),流動清水沖洗,接著用室溫至60℃的30%HNO3溶液酸洗1 min~3 min,流動清水沖洗,風干或低溫干燥。
2)機械清理:在工件尺寸較大、生產周期較長、多層焊或化學清洗后又沾污時,常采用機械清理。先用丙酮、汽油等有機溶劑擦試表面以除油,隨后直接用直徑為0.15 mm~0.2 mm的銅絲刷或不銹鋼絲刷子刷,刷到露出金屬光澤為止。一般不宜用砂輪或普通砂紙打磨,以免砂粒留在金屬表面,焊接時進入熔池產生夾渣等缺陷。另外也可用刮刀、銼刀等清理待焊表面。
清理后如存放時間過長(如超過24 h)應當重新處理。
2、墊板:鋁合金在高溫時強度很低,液態鋁的流動性能好,在焊接時焊縫金屬容易產生下塌現象。為了保證焊透而又不致塌陷,焊接時常采用墊板來托住熔池及附近金屬。墊板可采用石墨板、不銹鋼板、碳素鋼板、銅板或銅棒等。墊板表面開一個圓弧形槽,以保證焊縫反面成型。也可以不加墊板單面焊雙面成型,但要求焊接操作熟練或采取對電弧施焊能量嚴格自動反饋控制等先進工藝措施。
3、焊前預熱:薄、小鋁件一般不用預熱,厚度10 mm~15 mm時可進行焊前預熱,根據不同類型的鋁合金預熱溫度可為100℃~200℃,可用氧一乙炔焰、電爐或噴燈等加熱。預熱可使焊件減小變形、減少氣孔等缺陷。
鋁合金生產工藝詳解
壓力鑄造簡稱壓鑄,是一種將熔融合金液倒入壓室內,以高速充填鋼制模具的型腔,并使合金液在壓力下凝固而形成鑄件的鑄造方法。壓鑄區別于其它鑄造方法的主要特點是高壓和高速。(1)金屬液是在壓力下填充型腔的,并在更高的壓力下結晶凝固,常見的壓力為15—100MPa。
(2)金屬液以高速充填型腔,通常在10—50米/秒,有的還可超過80米/秒,(通過內澆口導入型腔的線速度—內澆口速度),因此金屬液的充型時間極短,約0.01—0.2秒(須視鑄件的大小而不同)內即可填滿型腔。壓鑄機、壓鑄合金與壓鑄模具是壓鑄生產的三大要素,缺一不可。所謂壓鑄工藝就是將這三大要素有機地加以綜合運用,使能穩定地有節奏地和地生產出外觀、內在質量好的、尺寸符合圖樣或協議規定要求的合格鑄件,甚至優質鑄件。
壓鑄的流動性
流動性是指合金液體充填鑄型的能力。流動性的大小決定合金能否鑄造復雜的鑄件。在鋁合金中共晶合金的流動性。
影響流動性的因素很多,主要是成分、溫度以及合金液體中存在金屬氧化物、金屬化合物及其他污染物的固相顆粒,但外在的根本因素為澆注溫度及澆注壓力(俗稱澆注壓頭)的高低。
實際生產中,在合金已確定的情況下,除了強化熔煉工藝(精煉與除渣)外,還必須改善鑄型工藝性(砂模透氣性、金屬型模具排氣及溫度),并在不影響鑄件質量的前提下提高澆注溫度,保證合金的流動性。
本公司坐落于高新區許營鎮,公司是集研發、制造、銷售、服務于一體的大型綜合性公司,擁有雄厚的技術力量和先進的生產設備以及科學的管理體制,公司主營產品 方管,產品以良好的性能,精良的品質得到了廣大客戶的認可。 公司具有先進的質量保證體系和科學的檢測手段,生產設備先進精良,產品性能達到標準。公司建立完善的質量保證體系,對產品實行嚴格的質量控制,確保產品達到質量標準,充分滿足廣大顧客需求。
大口徑厚壁鋁管工廠現貨,鑫碩金屬制品有限公司(岱岳分公司)專業從事大口徑厚壁鋁管工廠現貨,聯系人:武經理,電話:13561258510、13561258510,QQ:,發貨地:高新區許營鎮,以下是大口徑厚壁鋁管工廠現貨的詳細頁面。








