
以下是:無縫鋼管有資質的產品參數選購無縫鋼管有資質來遵義市匯川區找亞華鋼管有限公司(匯川分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:胡經理-15066480076,{QQ:1050645133},地址:[匯通物流園C區303]。 貴州省,遵義市,匯川區 匯川區位獨特,交通便捷。處于重慶“一小時經濟圈”和黔中產業帶的結合部,是黔北綜合經濟區的核心區,也是渝南與黔北經濟文化的重要交匯區域。2018年10月22日,入選2018年全國農村一二三產業融合發展先導區創建名單。2020中國夏季休閑百佳縣市。2020年,匯川區全區實現地區生產總值412.2億元,增長4.6%。
我們的無縫鋼管有資質產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。
以下是:無縫鋼管有資質的圖文介紹
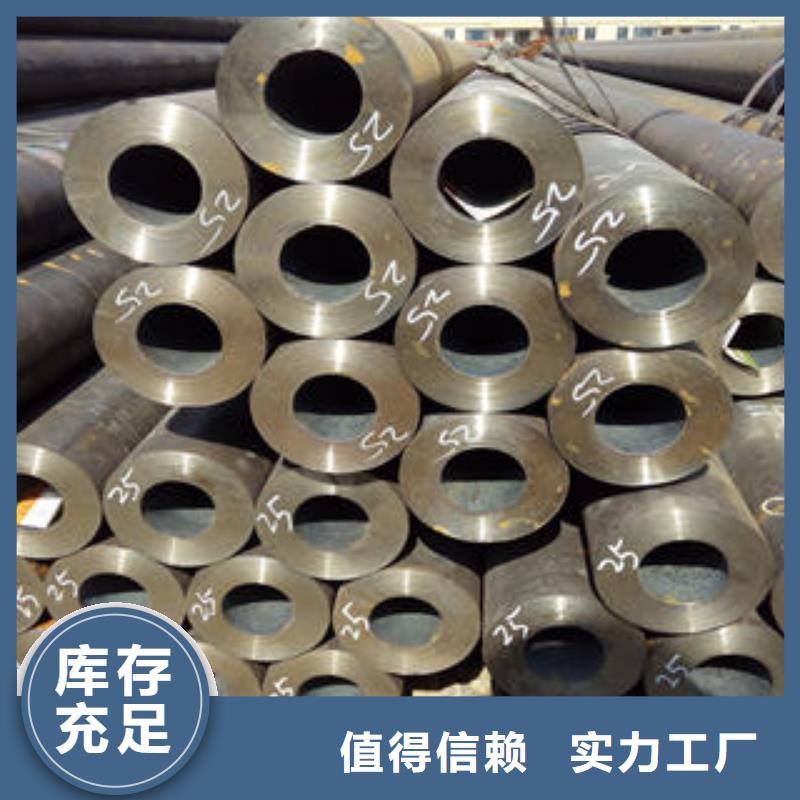
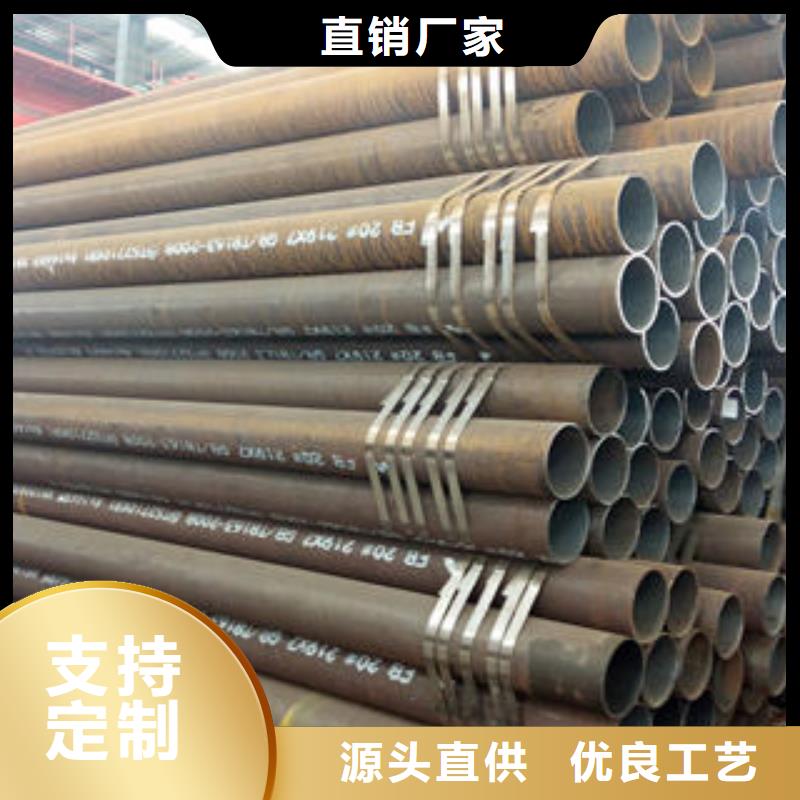
鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。厚壁無縫管質檢后還要通過嚴格的手工挑選。厚壁無縫管質檢后,用油漆噴上編號、規格、生產批號等
無縫鋼管按生產方式可分為熱軋、焊接和冷加工三類。熱軋無縫鋼管是將實心的管坯或鋼錠穿孔并軋制成空心斷面的鋼管,基本工序是穿孔和軋管。冷加工無縫鋼管是鋼管的二次加工。冷加工是獲得高精度、高性能管材的重要方法,包括冷軋、冷拔、冷張力減徑和冷旋壓等。高合金鋼種用擠色金屬無縫鋼管以擠壓方式生產為主。
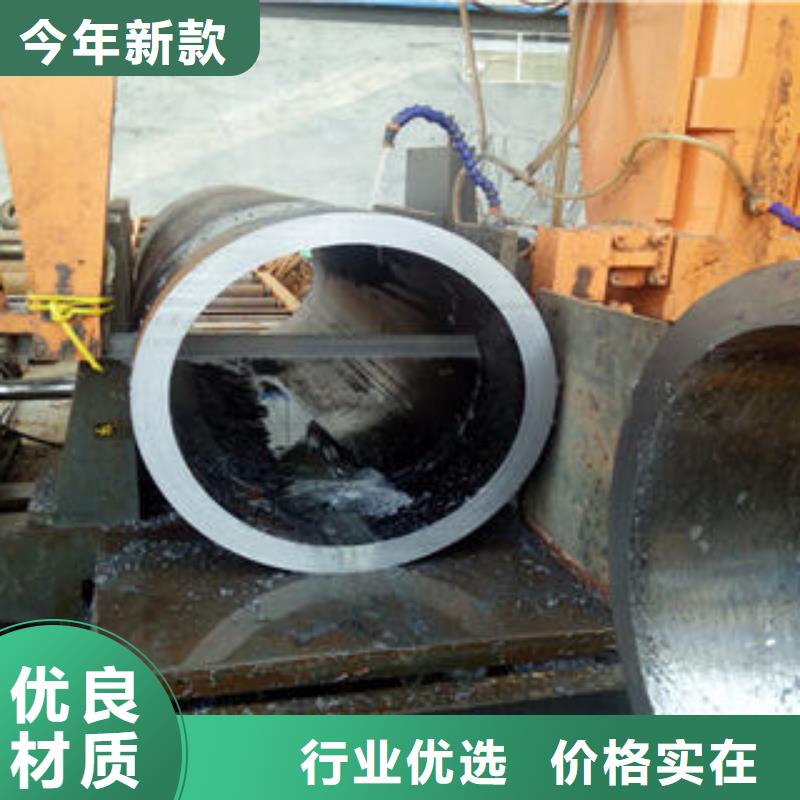
無縫鋼管的原料是圓管坯,:鋼坯被送入熔爐內加熱,溫度大約為 1200 攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題,圓管坯出爐后要經過壓力穿孔機進行穿空,一般較常見的穿孔機是錐形輥穿孔機。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成無縫鋼管管。無縫鋼管內徑由定徑機鉆頭的外徑長度來確定。撫順后壁無縫鋼管如何分類
冶金工業規劃研究院承辦的“中國小口徑無縫鋼管技術經濟高端論壇”上,中國金屬學會常務副理事長王天義表示,目前小口徑無縫鋼管行業面臨著空前的困難,且這一困難將在未來較長一段時間內繼續存在。現階段小口徑無縫鋼管行業面臨的困難主要表現在行業效益大幅下滑以及企業資金日趨緊張這兩個方面。
中國無縫鋼管網指出,一方面,小口徑無縫鋼管產能和實際產量快速增長,礦價居高不下,鋼材銷售價格不斷下行,從而導致行業效益大幅下滑;另一方面,企業率不斷增加,自有資金減少,從而導致企業資金緊張,個別企業甚至有資金鏈斷裂的危險。管廠方面,現108*4.5mm出廠價格3750元。市場方面,期鋼市反復震蕩,然無縫鋼管市場商家漲跌操作意愿均不太明顯,報價主流相對趨穩。成交來看,由于需求不溫不火,價格亦難通過調整從而成交,所以貿易商多數出貨量表現不溫不火。預計近期無縫鋼管市場價價格趨穩運行。
展望未來,遵義匯川亞華鋼管有限公司不是一味的追求什么規模,而是生產出優質 無縫鋼管產品,為客戶服務,讓客戶心中永遠記得有這樣一個重質量,守誠信的單位,永遠存在于廣大客戶的心中。
無縫鋼管工藝流程圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記焊縫余高鋼管壁厚不大于 12.5mm 時,焊縫余高不大于 3.0mm;鋼管壁厚大于 12.5mm 時,焊縫余高不大于 3.5mm。公稱外徑不大于 168.3mm 的鋼管,應平直或按供需雙方協 議規定的彎曲度指標;
公稱外徑大于 168.3mm 的鋼管,彎曲度不大于鋼管全長的 0.2%。管端壁厚大于4mm的鋼管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
厚壁管件在實際選用或使用時,首先必須遵循相應法規及規范內的各項規定,特別是輸送極度或高度危害流體介質、易燃介質以及高壓氣體等管道的場合。在這前提下,主要依據用途和使用條件(壓力、溫度、流體介質)來確定管件的種類。
實際配管工程中使用的管件的結構型式,除了上述介紹的以外,還有其他多種結構形式的管件,用以滿足各種不同工況條件、特別是特殊工況的要求。在工程設計或選用時,管件的強度等級越高,性越高,但工程的費用成本也越大,會造成不必要的浪費。
從經濟效益上考慮,在滿足工程設計要求的同時,盡可能降低成本,卻往往容易形成選用的管件總體上出現少量多品種的結果,從而不利于現場施工材料的管理、調控以及設計變更需要的材料代用等。 因此,管件的選用,應綜合性和經濟性,盡可能減少管件的品種為宜。此外,現場施工的條件、施工的水平,管件的采購周期等因素,也應在管件選用中引起必要的重視。具體情況下,也應考慮采用加強管接頭、斜接彎管以及小口徑管子的現場彎曲加工等的可能性。同時,對于管件生產廠的生產能力和產品,市場供應情況的了解也很有必要。
國內管件標準不健全、不配套管件標準應包括管件的型式參數標準與管件材料標準。但材料標準中或是規定不全,或是缺乏諸如汀貨要求、檢驗及組批規則、質量證明等方面的質量技術要求。管件材料標準配套性差,往往從各自的立場、角度,而不是從壓力管道整個標準體系出發來制訂。工程中的選用,管材標準有,但無相應的鍛件或鑄件標準。現實是管件鍛件標準借用壓力容器的鍛件標準,沒有考慮兩者的差異,如焊接、拍片檢驗等規定。管件標準水平千差萬別,內容缺乏一致與系統性,以至銜接出現矛盾,造成使用上的不便。
無縫鋼管工藝性能檢驗過程:
①壓扁試驗:圓形試樣 C形試樣(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40~100mm 單位長度變形系數=0.07~0.08
②環拉試驗:L=15mm 無裂紋為合格
③擴口和卷邊試驗:頂心錐度為30°、40°、60°
④彎曲試驗:可代替壓扁試驗(對大口徑管而言)
無縫鋼管金相分析:
①高倍檢驗(觀分析):非金屬夾雜物100x GB/T 10561 晶粒度:級別、級差
組織:M、B、S、T、P、F、A-S
脫碳層:內、外。
A法評級:A類-硫化物 B類-氧化物 C類-硅酸鹽 D-球狀氧化 DS類。
②低倍試驗(宏觀分析):肉眼、放大鏡10x以下。
a. 酸蝕檢驗法。
b. 硫印檢驗法(管坯檢驗,顯示低培組織及缺陷,如疏松、偏析、皮下氣泡、翻皮、白點、夾雜物等。
c. 塔形發紋檢驗法:檢驗發紋數量、長度及分布。
中國現行無縫鋼管標準:
1.現行無縫鋼管標準:共有47項 其中:GB 25 項 HB 3 項 特殊用途19項;基礎 2項 產品 45項
2.常用標準:
① GB/T 2102-2006 鋼管的驗收、包裝、標志和質量證明書。
② GB/T 17395-2008 無縫鋼管尺寸、外形、重量及允許偏差。
③ GB 5310-2008 高壓鍋爐用無縫鋼管。
④ GB 9948-2013 石油裂化用無縫鋼管。
⑤ GB 6479-2013 高壓化肥設備用無縫鋼管。
⑥GB 18248-2008 氣瓶用無縫鋼管。
不銹鋼無縫管在退熱時的步驟
1:不銹鋼無縫管熱軋到規定厚度然后經過退火和除鱗的一種粗糙、無光表面
2:不銹鋼無縫管冷軋后進行熱處理、酸洗或類似處理
3: 粗研磨
4: 中間研磨
5:用GB2477所規定的粒度為240號研磨材料拋光精整
6:用GB2477所規定的粒度為W63號研磨材料拋光精整
7:用GB2477所規定的粒度為W50號研磨材料拋光精整
8:鏡面研磨 鏡子用拋光輪進行研磨反光鏡
9:不銹鋼無縫管冷軋后進行光亮熱處理
10:用適當粒度的研磨材料拋光是表面光華等;
今年在遵義市匯川區購買無縫鋼管有資質有了新選擇,亞華鋼管有限公司(匯川分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的無縫鋼管有資質產品。如需購買或咨詢,請隨時聯系我們,聯系人:胡經理-15066480076,QQ:1050645133,地址:匯通物流園C區303。









