

以下是:電解拋光液包安裝的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 電解拋光液包安裝,前海燈鼎實業有限公司(云龍分公司)專業從事電解拋光液包安裝,聯系人:楚先生,電話:18018712562、18018712562,QQ:858787721,發貨地:寶安區沙井鎮,以下是電解拋光液包安裝的詳細頁面。 江蘇省,徐州市,云龍區 云龍區,因風景秀麗的云龍山而得名。有云龍山、大龍湖、青龍湖、戲馬臺、李可染藝術館、徐州民俗博物館、徐州市博物館、徐州漢文化景區等景點。全國社區教育實驗區、全國科技進步先進區。
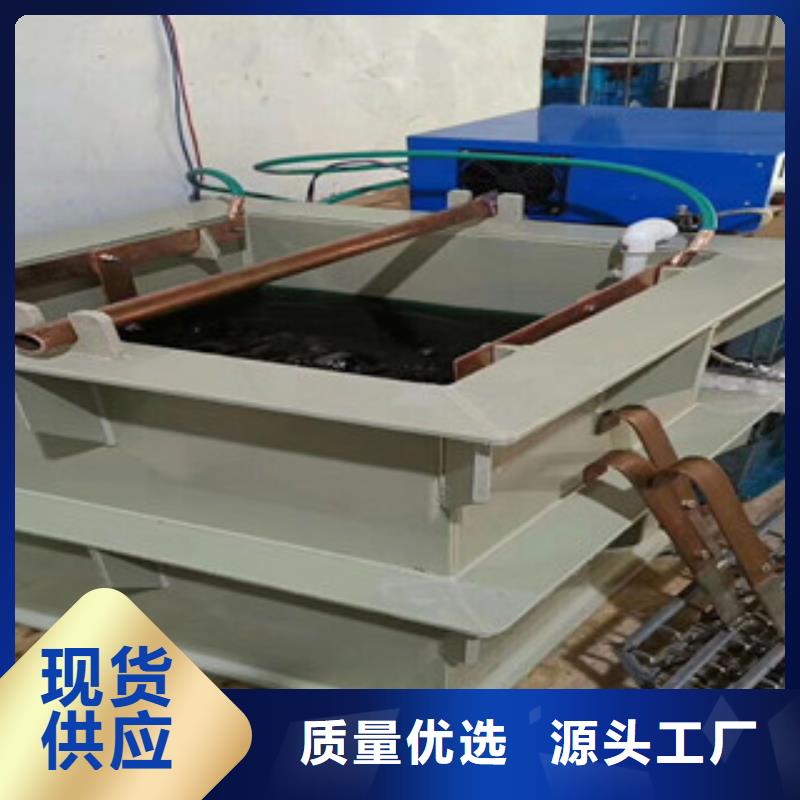
簡約而不簡單,我們的電解拋光液包安裝產品視頻將用直觀的方式展示產品的核心價值。以下是:電解拋光液包安裝的圖文介紹
徐州云龍前海燈鼎實業有限公司專門為 電解拋光液產品提供售前和售后服務,公司秉承“質量是生命,誠信是靈魂,創新是源泉”的經營方針及“誠信經營,用戶至上”的經營宗旨,堅持“團結務實、求實創新、開拓進取、與時俱進”的企業精神,為振興民族工業 電解拋光液創新品牌的目標而奮勇前進。
掛點形成的原因:首先可以肯定掛點并不是因為電解液的原因所造成的。而是因為所需電解的工件所需消耗的電流較大,而掛具絲所能通過的電流有限,已超過掛具絲所能承受的大電流,所以導致掛具絲因通過的電流過大,而掛具絲在溫度越高電阻越大的情況下發生過熱或燒紅的現象,從而產生掛點。解決方案:1、 選擇導電性能較好的材料做掛具:一般來講,銅的導電率是鈦絲的20倍以上,所以銅掛具的導電能力比鈦掛具的導電能力要強,更不容易產生掛點。一般可以采用有彈性及硬度較好的磷銅絲做掛具。當然還要考慮掛個的使用壽命問題,鈦掛具在耐腐蝕方面明顯要優于銅絲。不同的電解液對銅的溶解能力不一,根據我的所見,有的廠家電解液可能三五天內銅絲可能就完全溶解完了。也有的一個月左右。但在燈鼎牌電解液中銅絲基本壽命可以達到3個月或更長時間再更換。所以換銅絲做掛具還是可行的。相對成本與生產效率及品質相比,還是物有所值。案例:江蘇渭西集團電解拋光不銹鋼拉籃,每個拉籃所需消耗的電流約為220A,首先采用鈦絲做為掛絲,每個拉籃上掛三個點,電壓需調節到8V才能達到所需的電流。在電解過程中,用手接觸掛鉤,明顯感覺到掛鉤發燙,電解后取出工件,在掛絲接觸的地方有明顯的燒黑掛點。而且發現鈦的掛絲出現因溫度過高,鈦絲發藍的現象。而改用相同規格的磷銅絲做為掛絲后,電壓6.5V便可以達到所需電流,在電解過程中電壓調節到10V掛鉤沒有發熱現象,電解后的工件沒有掛點。2、 適當的增加掛點:當然首先要確定在現在掛點情況下所電解后工件的掛點情況。如果在現在條件下只出現輕的掛點,通過增加掛點的方式基本是可以解決問題的。這就好比修路,現有的將電流運輸到工件上的線路只有一條或幾條,所出現有結果就是有掛點,而出現掛點的原因是因為通過掛絲的電流超負荷。所以在這種情況之下,可以多增加一個或幾個掛點,將電流分流流向同一個工件,減輕掛絲的電流負荷情況。對掛點大有改善。如果在現有條件下出現的掛點情況非常嚴重,則建議還是更換掛具材料,這種情況下增加幾個掛點幾乎是不能解決問題的,況且工人操作也很麻煩。3、 適當調低電壓:首先電解拋光前要調試確定出所電工件的低電流,意思就是必須在多少電流以上工件才能電亮。低于正常電流的操作,會導致工件一直處理溶解狀態,不出光。或是工件電解后表面會出現白霧狀的臟污,需要手工擦拭后才能除掉,這是不可選的。當然高于正常所需電流操作是可選的,電壓越高,出光速度會越快,可以減少電解時間,提高生產效率。所以工廠生產時一般都會采用偏高于正常電流來操作,以達到提高生產效率目的。但當所調節的電壓過高時,很可能就會超出掛絲的大負荷,產生掛點。在這種情況下,掛點是可以通過適當放低輸入電壓來調節的。4、 可以降低或控制電解液的溫度:電解液的導電性和掛絲的導電性在不同的溫度情況下,導電性能正好相反。溫度越高,掛絲的電阻越大,因為金屬掛具內的自由電子在溫度不斷升高的過程中振動越強,所通過的電流路線越彎曲,所能通過的電流越小。而電解液則會隨之溫度的升高,內部電離子越活躍,導電性能越強。所以當電解液溫度越高時,就會產生二種對掛點不利的因素,就是掛具的導電性會大大下降,而工件所需的電流會大大。從而從容易產生掛絲超負荷而產生掛點。這種情況下適當的降低電解液的溫度就可以解決。大部份電解液在50~100度之間都是可以工作的,所以當溫度達到80度以上或出現掛點情況時,可以適當停機幾小時,讓溫度降低。或者是在電解槽的外圍再建一個冷卻槽包圍電解槽,以流動水不斷循環來隔層控制電解池的溫度。
一般來說,電拋光的陽極電流密度應選擇在陽極極化曲線的D點附近,這時極化較大,并有一定量的氧氣析出,拋光速度快,能使表面達到*的光潔度。電流密度,可光亮的表面,但是電流密度過高,則容易產生局部過熱的燒焦和麻坑等現象;電流密度低于所需的極限時,金屬表面易被腐蝕粗糙,不能達到拋光的效果。陰極材料電拋光的陰極一般都是鉛板。采用不同的陰極材料時,所對應的電解液種類。從電流效率的觀點來看,增大陰極面積是有利的,但是增大陰極面積會使六價鉻還原成三價鉻的速度加快,一般取面積比為陰極陽極-)即可極間距離在一般的電解處理中, 電流有易于在電極周圍集中的傾向,這樣在處理大平板狀的材料時,周圍部分要比中部易于光澤化。.
主要用途:
本品用于所有不銹鋼200、300和400系列奧氏體和馬氏體材料的電解拋光,屬于通用無鉻光亮型配方。用于提高工件表面的粗糙度和光澤度,效果明顯。拋光后的表面粗度可達Ra0.2~0.5μ接近鏡面效果.光澤持久、美觀大方。特性與優點:
。 本品屬于亮光型配方,出光快速、數分鐘即可拋至鏡光亮,有同類產品無法比擬的光澤度和質感;
。 對不銹鋼材料的通用性極強,徹底解決了同行產品需嚴格區分200、300和400材料的弊端,保證所有不銹鋼和不銹鐵材料都能電解拋出同樣的光亮效果,方便客戶在不同材質之間的切換帶極大便利、有效節約投資成本;
。 與傳統配方相比,本品絕不含鉻酸、環保,大大節約環保廢水處理投資;
。 本品使用電壓低、電流消耗小,與傳統產品相比電能節約1倍以上;
。 與同行同類產品相比,本產品使用穩定、壽命較長,維護管理十分簡便;
電解拋光液包安裝,前海燈鼎實業有限公司(云龍分公司)為您提供電解拋光液包安裝產品案例,聯系人:楚先生,電話:18018712562、18018712562,QQ:858787721,發貨地:寶安區沙井鎮。








