

以下是:異型鋼管款式齊全的產品參數異型鋼管款式齊全_亞華鋼管(普蘭縣分公司),固定電話:【15066480076】,移動電話:【15066480076】,聯系人:胡經理,匯通物流園C區303 發貨到 西藏 阿里市 普蘭縣、扎達縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣。 西藏自治區,阿里地區,普蘭縣 普蘭縣(英語:Purang County),隸屬于中國西藏阿里地區。位于西藏自治區西南部、阿里地區南部、喜馬拉雅山南側的峽谷地帶及中國、印度、尼泊爾三國交界處。位于東經80°27″-82°30″,北緯30°00″-31°13″之間。
想要深入了解異型鋼管款式齊全產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。
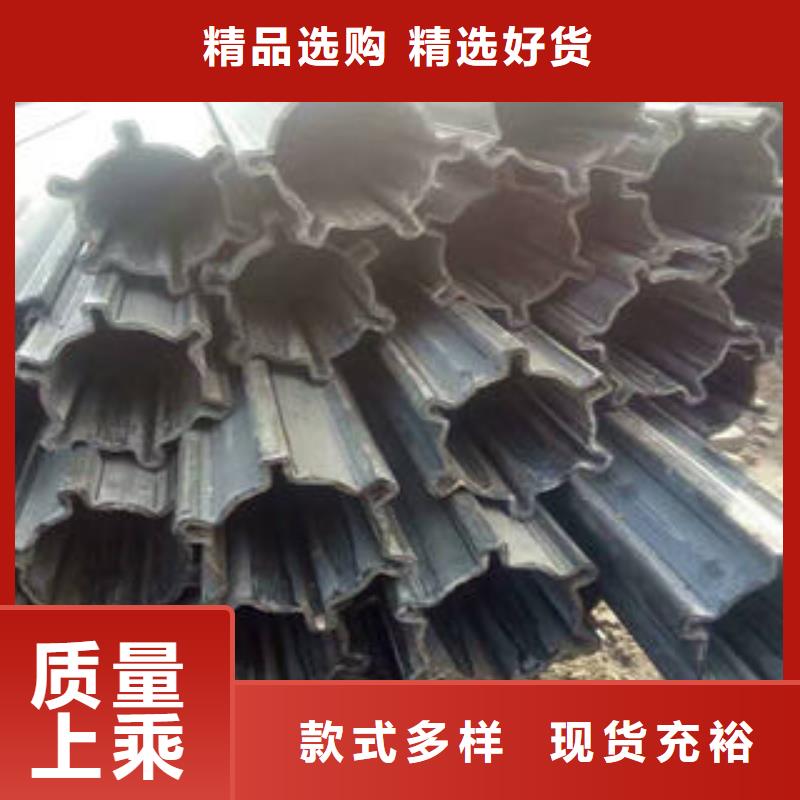
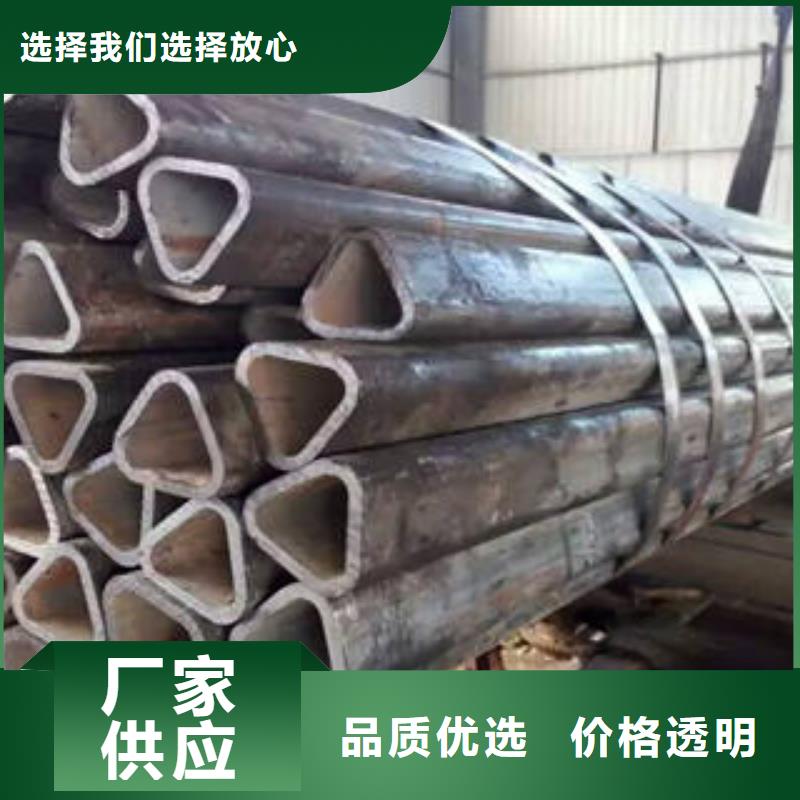
以下是:異型鋼管款式齊全的圖文介紹
阿里普蘭亞華鋼管有限公司位于阿里普蘭經濟區,注冊資金300萬元,成立于2011年,以雄厚的技術實力為基礎,專注精耕于 無縫鋼管,并集研發、銷售、服務為一體高新技術企業。 經過團隊多年辛勤耕耘,積j i加入了阿里普蘭 無縫鋼管行業協會,成為 無縫鋼管會員單位,并通過了ISO9001:2008質量體系認證。
圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。圓管的規格用外形尺寸(如外徑或邊長)和內徑及壁厚表示,其尺寸范圍很廣,從直徑很小的毛細管到直徑達數米的大圓鋼管。主要用途圓管可用于管道、熱工設備、機械工業、石油地質鉆探、容器、化學工業和特殊用途。
折疊編輯本段制造工藝分類按生產可分為無縫圓管和焊接圓管。圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。圓管的規格用外形尺寸(如外徑或邊長)和內徑及壁厚表示,其尺寸范圍很廣,從直徑很小的毛細管到直徑達數米的大圓鋼管。
無縫鋼管制造工藝管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗焊接鋼管制造工藝帶鋼--檢驗--剪切--定尺--定性--焊接--磨平(無縫化)--定尺--檢驗折疊編輯本段代表材質無。
主要用途圓管可用于管道、熱工設備、機械工業、石油地質鉆探、容器、化學工業和特殊用途。折疊編輯本段制造工藝分類按生產可分為無縫圓管和焊接圓管。等均,未經不得、或利用其它使用上述作品。本圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。
鐵素體不銹鋼管焊接特點和鐵素體不銹鋼管焊接特點:抗氧化性能好、成本低、抗應力腐蝕開裂性能比奧氏體不銹鋼強;在加熱及冷卻沒有相變,不會產生淬火硬化;被加熱到950°C以上部分(焊縫及。
鐵素體不銹鋼管焊接:鐵素體不銹鐵素體不銹鋼管焊接特點和鐵素體不銹鋼管焊接特點:抗氧化性能好、成本低、抗應力腐蝕開裂性能比奧氏體不銹鋼強;在加熱及冷卻沒有相變,不會產生淬火硬化。
鐵素體不銹鋼管焊接:鐵素體不銹鋼的焊接焊接材料。要求焊縫金屬與母材有相同的導電、導磁及力學性能和表面色澤時應使用同材質的焊材,但其熔敷金屬韌性太低,添加的Al與Ti等鐵素體形成元素難以有效過渡到熔池中去,故該類焊材的應用受到一定。
采用奧氏體焊接材料或鎳基合金,可焊接接頭的韌性,免除焊前預熱和焊后熱處理。焊接工藝。焊接材料與母材的化學成分相同時,須采取措施:焊前預熱溫度100~200℃,以使被焊材料處于韌性的狀態和焊接接頭的應力;隨著鉻含量的,預熱溫度也應相應。
淺析不銹鋼異型管的焊接要點:
(一)不銹鋼異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
(二)焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
(三)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
(四)異型管焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
(五)保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。(六)采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
(七)為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
(八)焊嘴與異型管間的距離以15-25mm為宜。
(九)對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
(十)采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松一些。
(十一)一般在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
(十二)在室外有風的地方進行異型管焊接時,務請采取擋板的措施,而在室內則應采取適當的換氣措施。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
今年在阿里市普蘭縣購買異型鋼管款式齊全有了新選擇,亞華鋼管(普蘭縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的異型鋼管款式齊全產品。如需購買或咨詢,請隨時聯系我們,聯系人:胡經理-【15066480076】,地址:匯通物流園C區303。






