
以下是:圓鋼方鋼生產廠家歡迎致電的產品參數圓鋼方鋼生產廠家歡迎致電,遠亞商貿有限公司(云浮分公司)為您提供圓鋼方鋼生產廠家歡迎致電,聯系人:張宇,電話:15275688966、15275688966,QQ:,請聯系遠亞商貿有限公司(云浮分公司),發貨地:開發區武夷山路。 廣東省,云浮市 云浮市,廣東省轄地級市,位于廣東省中西部,西江中游以南。土地面積7786.64平方千米(其中市區面積1967.28平方千米),下轄2個區、2個縣、代管1個縣級市。截至2022年末,云浮市常住人口239.65萬人。
別再等待了,僅僅一分鐘,就能通過我們的圓鋼方鋼生產廠家歡迎致電產品視頻探索到無數令人心動的細節和亮點。以下是:圓鋼方鋼生產廠家歡迎致電的圖文介紹
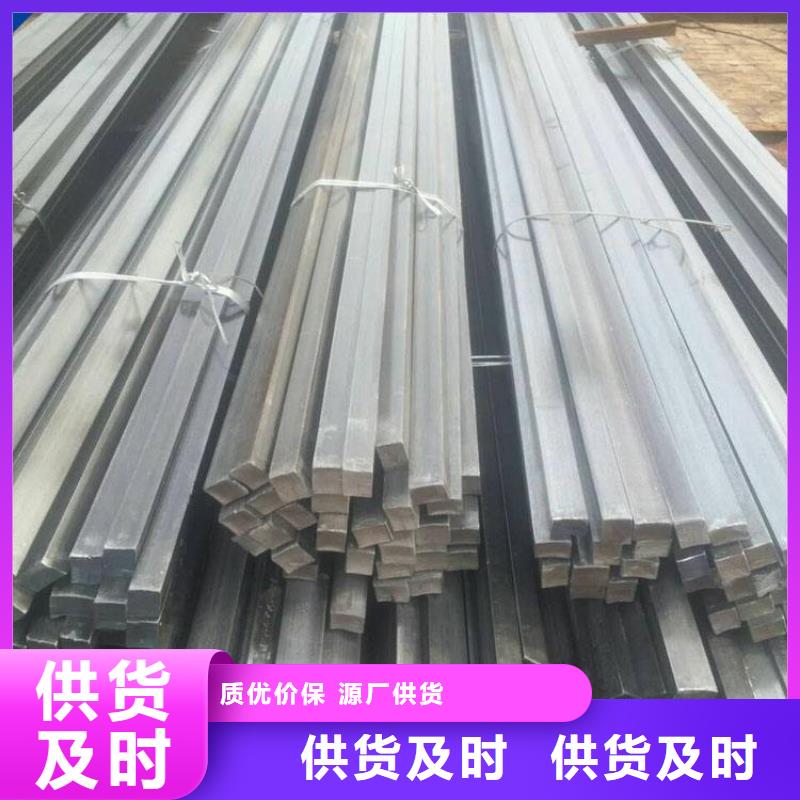
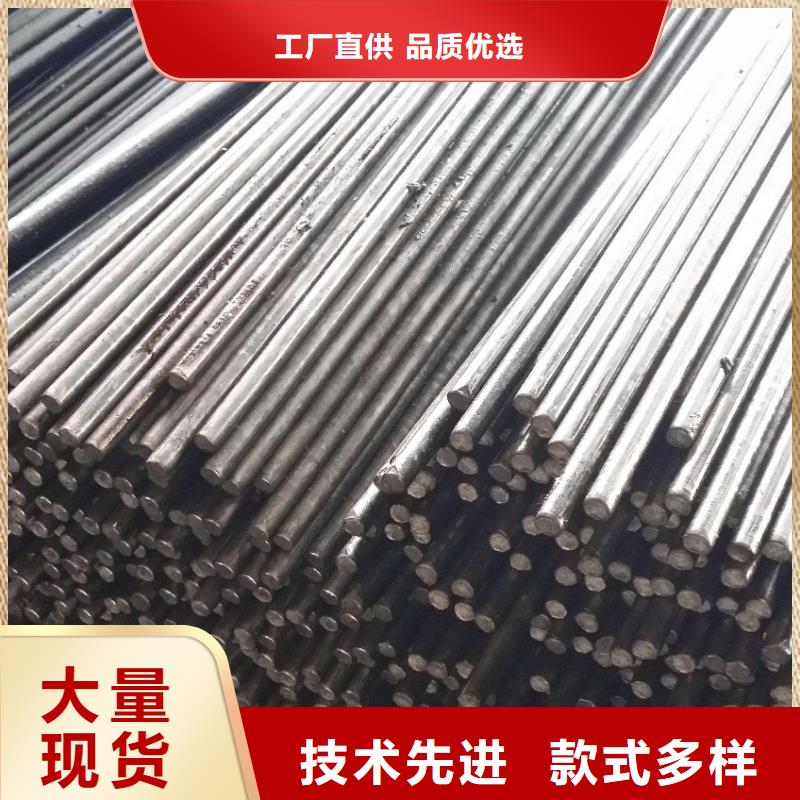
山東遠亞公司常年備有冷拔圓鋼規格有Ф4-Ф60,方鋼規格有6*6-50*50mm,冷拉扁鋼厚度從3mm-50mm,寬度6mm-100mm;冷拉六角鋼規格有S=6~S=65。冷拉鋼材質有20#,35#,45#,Q215,Q235,20Cr,40Cr等。可根據客戶要求定制各種規格和材質的冷拔圓鋼,冷拉圓鋼,冷拔方鋼,冷拔扁鋼,冷拔圓鋼廠家,異型型鋼,冷拉方鋼,冷拉圓鋼,冷拉六角鋼及冷拉扁鋼等。材質包括:A3圓鋼、Q235圓鋼、10#圓鋼、20#圓鋼、35#圓鋼、45#圓鋼、60#圓鋼、 20Mn圓鋼、45Mn圓鋼、50Mn圓鋼、65Mn圓鋼、T8圓鋼、T10圓鋼、Q345B圓鋼、Q345C圓鋼、Q345D圓鋼、Q345E圓鋼、20Cr圓鋼、 40Cr圓鋼、27SiMn圓鋼、15CrMo圓鋼、20CrMo圓鋼、35CrMo圓鋼、42CrMo圓鋼、45CrMo圓鋼、20CrNiMo圓鋼、20CrMnTi圓鋼、38CrMoAl圓鋼、60Si2Mn圓鋼。
我公司兼營成都、寶鋼、冶鋼、包鋼、衡鋼、鞍鋼、天津等鋼廠生產各種厚、薄壁,大小口徑的結構管、流體管、中低壓鍋爐管、高壓管、化肥專用管、石油裂化管、電力用管及部分合金管,銅材,不銹鋼管,不銹鋼法蘭、封頭、彎頭,型材,工字鋼,槽鋼,角鋼,H型鋼,中板,不銹鋼板等
冷拉圓鋼優勢,冷拉圓鋼因為其特點受到了客戶的青睞,那么大家知道冷拉圓鋼具備怎樣的優勢嗎?下面就讓冷拉圓鋼廠家的技術人員來為大家解釋一下。
冷拉圓鋼加工時間以及加工機械節省:
因為精度準確,表面狀況良好,對于冷拉圓鋼產品來講的話,也就是能直接進行使用,比較常見的也就是會包括噴涂、打砂、打彎、鉆孔,之后也就能按照其實際要求精拉之后再直接進行電鍍,這樣一來,也就能免去了大量機加工時間以及節省配置加工機械的費用。
冷拉圓鋼產品在形狀規格多樣性、高度特點:
通過設計不同形狀的模具,冷拉出不同截面形狀、不同規格公差的冷拉圓鋼產品。且除了冷拉圓鋼之外,我們也就是要注意一下,關于冷拉鋼角度來講的話也就是能直接設計成直角或者是圓角;使用高質量的硬質合金模具以及擁有專業修模人員,確保冷拉圓鋼公差準確、統一。
冷拉圓鋼產品表面光滑、材料大量節省:
先進的冷擠壓工藝使得冷拉圓鋼在產品表面上顯得光滑又明亮,接下來,我們也就是要注意一下,關于冷拉工藝的話,也就是會把原材料冷擠壓變形達致所需的形狀、規格及公差,也正是因為如此,我們要注意它在原材料的耗損上極少,相對利用傳統車床機加工切削所耗損的材料,冷拉圓鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。
冷拉圓鋼是在常溫條件下,以超過原來鋼筋屈服點強度的拉應力,強行拉伸鋼筋,使鋼筋產生塑性變形,這樣一來,也就能達到了提高鋼筋屈服點強度并節約鋼材的重要目的。且對于冷拉圓鋼來講,它其實也就是利用冷擠壓技術,通過的模具,拉出各類高精度、表面光滑型鋼。
希望以上內容能夠幫助大家更好的認識冷拉圓鋼,如果還有什么不懂得地方可以直接與我們的客服溝通,我們竭誠為您服務,感謝您的收看。
廣東云浮遠亞商貿有限公司是一個集研發、設計、生產、銷售等一體的專業 無縫管公司,質量保證,價格優惠。公司擁有專業的研發設計能力,精心研究、精致設計、精細制作,力求方便客戶管理的思索,研發出各類近百個品種規格的 無縫管,適合于多種需求,為客戶創造了良好的經濟效益。從選料、生產到成品檢驗,公司對質量進行嚴格的控制,直至終端 無縫管產品合格,以好的 無縫管產品出產,對售出產品進行跟蹤服務,及時解決售后,服務客戶。
冷拔圓鋼在進行冷拔之前應對原材料進行檢驗。對鋼號不明或無出廠證明的鋼材,應取樣檢驗。遇截面不規整的扁圓、帶刺、過硬、潮濕的鋼筋,不得用于拔制,以免損壞拔絲模和影響質量。鋼筋冷拔前必須經軋頭和除銹處理。除銹裝置可以利用拔絲機卷筒和盤條轉架,其中,設3~6個單向錯開或上下交錯排列的帶槽剝殼輪,鋼筋經上下左右反復彎曲,即可除銹。亦可使用與鋼筋直徑基本相同的廢拔絲模以機械方法除銹。
為方便冷拔圓鋼穿過拔絲模,鋼筋頭要軋細一段(長150~200 mm),軋壓至直徑比拔絲模孔小0.5~0.8 mm,以便順利穿過模孔。為減少軋頭次數,可用對焊方法將鋼筋連接,但應將焊縫處的凸縫用砂輪銼平磨滑,以保護設備及拉絲模。
冷拔圓鋼在操作前,應按常規對設備進行檢查和空載運轉一次。安裝拔絲模時,要分清正反面.安裝后應將固定螺栓擰緊。
冷拔圓鋼為減少拔絲力和拔絲模孔損耗,抽拔時須涂以潤滑劑。一般在拔絲模前安裝一個潤滑盒,使鋼筋黏滯潤滑劑進入拔絲模。
冷拔圓鋼拔線速度宜控制在50~70 m/min。鋼筋連拔不宜超過3次.如需再拔,應對鋼筋內應力,采用低溫(600℃~800℃)退火處理使鋼筋變軟。加熱后取出埋入砂中,使其緩冷,冷卻速度應控制在150℃/h以內。
冷拔圓鋼拔絲的成品,應隨時檢查砂孔、溝痕、夾皮等缺陷,以便隨時更換拔絲模或調整轉速。
圓鋼方鋼生產廠家歡迎致電_遠亞商貿有限公司(云浮分公司),固定電話:15275688966,移動電話:15275688966,聯系人:張宇,QQ:,開發區武夷山路 發貨到 廣東省云浮市。










