
以下是:值得信賴的精密鋼管生產(chǎn)廠家的產(chǎn)品參數(shù)值得信賴的精密鋼管生產(chǎn)廠家_盛聯(lián)管業(yè)有限公司(安居分公司),固定電話:15106800538,移動(dòng)電話:15106800538,聯(lián)系人:潘經(jīng)理,QQ:1575013387,開發(fā)區(qū)工業(yè)園 發(fā)貨到 遂寧市安居區(qū)。 四川省,遂寧市,安居區(qū) 2021年,安居區(qū)地區(qū)生產(chǎn)總值210.42億元,比上年增長(zhǎng)8.7%。其中,產(chǎn)業(yè)增加值42.01億元,第二產(chǎn)業(yè)增加值108.85億元;第三產(chǎn)業(yè)增加值59.56億元,三次產(chǎn)業(yè)結(jié)構(gòu)調(diào)整為20.0:51.7:28.3,
我們的值得信賴的精密鋼管生產(chǎn)廠家視頻現(xiàn)已上線,解鎖產(chǎn)品新視界,視頻帶你一探究竟!以下是:值得信賴的精密鋼管生產(chǎn)廠家的圖文介紹
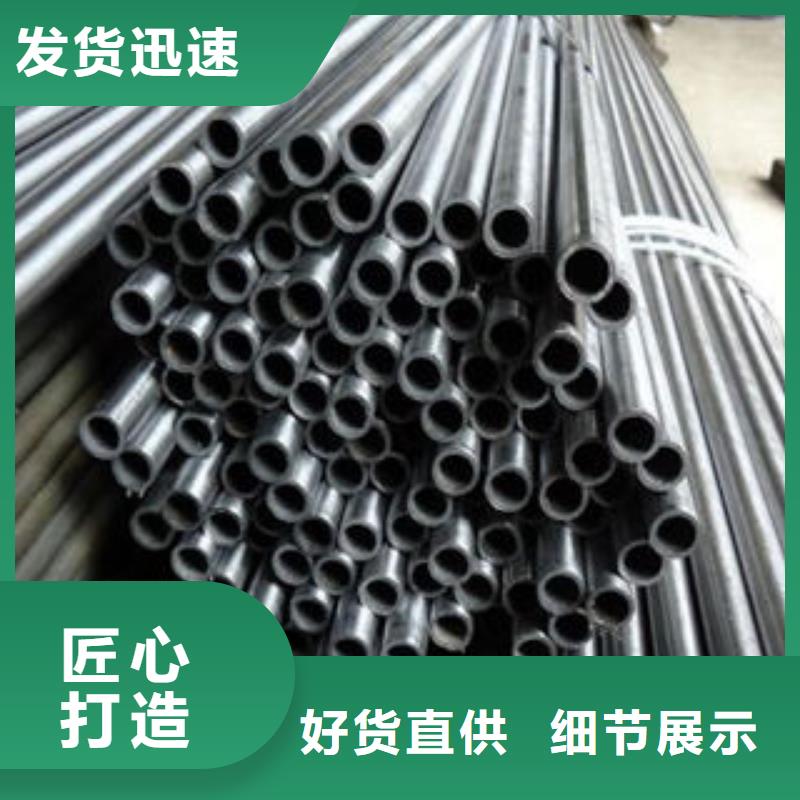
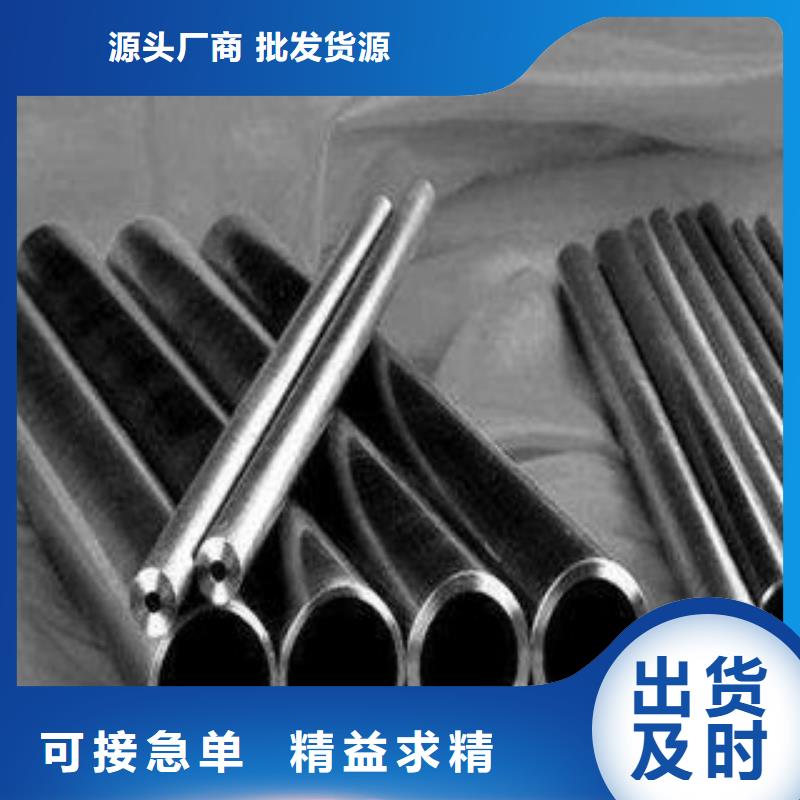
精密鋼管如何生銹。用化學(xué)酸洗完之后再用電解方法進(jìn)行一次補(bǔ)充就可以讓精密鋼管得到非常好的保護(hù)了,對(duì)精密鋼管進(jìn)行除銹,在給精密鋼管除銹時(shí)主要采用鋼絲刷對(duì)它的表面進(jìn)行打磨,這種方法可以有效的去除精密鋼管表面松動(dòng)或翹起的鐵銹。對(duì)精密鋼管的表面進(jìn)行清洗,在對(duì)精密鋼管進(jìn)行清洗時(shí)要用溶劑或乳劑對(duì)表面進(jìn)行清洗,用來達(dá)到除油和除灰塵的作用,這種方法只適合于去除精密鋼管表面的油脂和灰塵對(duì)銹和氧化皮是無法去除的,因此在防腐生產(chǎn)中這種方法只能作為輔助手段。 精密鋼管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗(yàn)。帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧精密鋼管焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精密鋼管焊接要求,管徑,錯(cuò)邊量和焊縫間隙都得到嚴(yán)格的控制。內(nèi)焊和外焊均采用美國(guó)林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧精密鋼管焊接,從而獲得穩(wěn)定的精密鋼管焊接規(guī)范。焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動(dòng)傷儀檢查,保證了的螺旋焊縫的無損檢測(cè)覆蓋率。若有缺陷,自動(dòng)報(bào)警并噴涂標(biāo)記,生產(chǎn)工人依此隨時(shí)調(diào)整工藝參數(shù),及時(shí)缺陷。采用空氣等離子切割機(jī)將鋼管切成單根。 切成單根鋼管后,每批鋼管頭三根要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗(yàn),確保制管工藝合格后,才能正式投入生產(chǎn)。焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過手動(dòng)超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補(bǔ)后,再次經(jīng)過無損檢驗(yàn),直到確認(rèn)缺陷已經(jīng)。帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。每根鋼管經(jīng)過靜水壓試驗(yàn),壓力采用徑向密封。試驗(yàn)壓力和時(shí)間都由鋼管水壓微機(jī)檢測(cè)裝置嚴(yán)格控制。試驗(yàn)參數(shù)自動(dòng)打印記錄。管端機(jī)械加工,使端面垂直度,坡口角和鈍邊得到準(zhǔn)確控制。 精密鋼管生產(chǎn)工藝特點(diǎn):精密鋼管的生產(chǎn)工序,與用其它方式生產(chǎn)的大直徑鋼管的生產(chǎn)工序相比,有如下特點(diǎn):原料準(zhǔn)備工序簡(jiǎn)單;原料上機(jī)后,管坯用一道工序就可做成;不需要矯直工序。 精密無縫鋼管機(jī)的生產(chǎn)效率一直是人們?yōu)殛P(guān)注的問題。提高冷軋管機(jī)的生產(chǎn)效率就是提高冷軋精密無縫鋼管機(jī)的小時(shí)產(chǎn)量產(chǎn)量A、一般用下式進(jìn)行計(jì)算冷軋管機(jī)的小時(shí).從上式可知,提高軋厚壁無縫管機(jī)產(chǎn)量的個(gè)重要途徑就是提高軋管機(jī)的速度。要想提高軋管速度,必須首先解決軋管機(jī)機(jī)架的慣性力和慣性扭矩的平衡方法及具體結(jié)構(gòu),各個(gè)零部件的強(qiáng)度和剛度以及潤(rùn)滑、冷卻、使用壽命等問題。加大送進(jìn)量,和提高延伸率人是提高軋管機(jī)產(chǎn)量的又一有效的措施。為此,采用環(huán)形孔型塊是理想的解決方法,它既有利于加長(zhǎng)機(jī)架行程又不過多地增加軋輥的直徑。
怎樣提高精密鋼管的抗拉強(qiáng)度?精密鋼管也可用渦流探傷代替水壓試驗(yàn)。試驗(yàn)壓力或渦流探傷對(duì)比試樣尺寸應(yīng)符合GB 3092的規(guī)定。鋼材力學(xué)性能是保證鋼材終使用性能(機(jī)械性能)的重要指標(biāo),它取決于鋼的化學(xué)成分和熱處理制度。在鋼管標(biāo)準(zhǔn)中,根據(jù)不同的使用要求,規(guī)定了拉伸性能(精密鋼管抗拉強(qiáng)度、屈服強(qiáng)度或精密鋼管、伸長(zhǎng)率)以及硬度、韌性指標(biāo),還有用戶要求的高、低溫性能等。精密鋼管抗拉強(qiáng)度(σb):試樣在拉伸過程中,在拉斷時(shí)所承受的力(Fb),出以試樣原橫截面積(So)所得的應(yīng)力(σ),稱為精密鋼管抗拉強(qiáng)度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的能力。式中:Fb--試樣拉斷時(shí)所承受的力,N(牛頓); So--試樣原始橫截面積,mm2。精密鋼管(σs):具有屈服現(xiàn)象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續(xù)伸長(zhǎng)時(shí)的應(yīng)力,稱精密鋼管。若力發(fā)生下降時(shí),則應(yīng)區(qū)分上、下精密鋼管。精密鋼管的單位為N/mm2(MPa)。 上精密鋼管(σsu):試樣發(fā)生屈服而力首次下降前的應(yīng)力; 下精密鋼管(σsl):當(dāng)不計(jì)初始瞬時(shí)效應(yīng)時(shí),屈服階段中的小應(yīng)力。 式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。斷后伸長(zhǎng)率:(σ)在拉伸試驗(yàn)中,試樣拉斷后其標(biāo)距所增加的長(zhǎng)度與原標(biāo)距長(zhǎng)度的百分比,稱為伸長(zhǎng)率。 以σ表示,單位為%。式中:L1--試樣拉斷后的標(biāo)距長(zhǎng)度,mm; L0--試樣原始標(biāo)距長(zhǎng)度,mm。斷面收縮率:(ψ)在拉伸試驗(yàn)中,試樣拉斷后其縮徑處橫截面積的縮減量與原始橫截面積的百分比,稱為斷面收縮率。以ψ表示,單位為%。式中:S0--試樣原始橫截面積,mm2; S1--試樣拉斷后縮徑處的少橫截面積,mm2。硬度指標(biāo) :金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據(jù)試驗(yàn)方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯微硬度和高溫硬度等。對(duì)于管材一般常用的有布氏、洛氏、維氏硬度三種。布氏硬度(HB):用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗(yàn)力(F)壓入式樣表面,經(jīng)規(guī)定保持時(shí)間后卸除試驗(yàn)力,測(cè)量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗(yàn)力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
精軋管技術(shù)包括連軋、精軋管、三輥軋管、CPE頂管、擠壓管等。其中20#精軋管是20世紀(jì)90年代才發(fā)展起來的技術(shù),因其英文名稱為:Accuracy Rolling, 也簡(jiǎn)稱為AR軋管。該技術(shù)工藝流 程短、操作靈活、鋼種面寬,深受行業(yè)推崇。隨著發(fā)展,該技術(shù)也出現(xiàn)的一定的問題。 孔型封閉性差:20#精軋管機(jī)孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對(duì)軋制薄壁管不利。軋制薄壁管和極薄壁管導(dǎo)盤消耗量較大:在軋制D/S≥38的荒管時(shí),寬展量大,導(dǎo)盤間距收小,導(dǎo)盤與軋輥之間的間隙小,導(dǎo)盤磨損量大,還容易造成導(dǎo)盤崩邊。軋制荒管頭尾削尖技術(shù):在連軋管機(jī)上將毛管兩端削尖減薄是很困難的,因?yàn)檐堉茐毫μ螅瑫r(shí)也沒有用來改變孔型尺寸的適當(dāng)時(shí)間,軋制速度太高。但在20#精軋管機(jī)組上,毛管的軋制速度約為連軋管軋機(jī)速度的1/6,在軋制管端時(shí)就由時(shí)間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個(gè)研究點(diǎn)。 提高芯棒限動(dòng)速度:目前速度為0.08-0.30m/s。芯棒限動(dòng)速度過低,芯棒與軋件內(nèi)表面相對(duì)速度大,摩擦力大,芯棒磨損就大;芯棒限動(dòng)速度高,則有利于金屬軸向流動(dòng),提高荒管出口速度。但問題是芯棒工作輥家常,芯棒循環(huán)線加長(zhǎng),設(shè)備投資增加。現(xiàn)在分析計(jì)算表明,芯棒限動(dòng)速度提高至0.08-0.41m/s是比較適合實(shí)現(xiàn)的。大直徑鋼管的生產(chǎn):目前,國(guó)內(nèi)設(shè)計(jì)的20#精軋管機(jī)的規(guī)格是φ273mm機(jī)型,在幾乎未加任何設(shè)備改造的情況下,軋制荒管的規(guī)格達(dá)到φ360mm。而根據(jù)對(duì)斜軋技術(shù)的研究,包括對(duì)φ720mm的輥式擴(kuò)管機(jī)的研究,20號(hào)精軋管機(jī)設(shè)計(jì)φ508mm或φ530mm機(jī)型完全可能。 穿孔機(jī)和軋管機(jī)鋼管旋轉(zhuǎn)方向的研究:絕大多數(shù)機(jī)組的布置中,穿孔機(jī)和軋管機(jī)都采用與軋制荒管同向旋轉(zhuǎn)的工藝設(shè)計(jì),鋼管管體和內(nèi)外表面質(zhì)量良好。但在20#精軋管機(jī)組出現(xiàn)過一種情況:精軋管機(jī)軋制荒管的旋轉(zhuǎn)方向與穿孔鋼管旋轉(zhuǎn)方向相反的工藝和布置,其軋制鋼管質(zhì)量良好,對(duì)此現(xiàn)象,還需進(jìn)一步研究分析。錐形輥穿孔機(jī)的選型:錐形輥穿孔機(jī)的軋輥有立式布置和臥式布置之分,使用中兩種方式都存在。但是,立式布置,下軋輥軸承等部件工作條件較臥式布置惡劣,水、氧化鐵皮侵蝕性大;下軋輥的磨損較上軋輥大,立式設(shè)備基礎(chǔ)較臥式布置深,匹配的行車位置高,但臥式布置更容易更換導(dǎo)盤、導(dǎo)板。對(duì)于研發(fā)人員,機(jī)型的設(shè)計(jì)是今后研究的一個(gè)要點(diǎn)。
遂寧安居盛聯(lián)管業(yè)有限公司將繼續(xù)堅(jiān)持“質(zhì)量至上、用戶為先、信譽(yù)良好”的宗旨,以優(yōu)惠的價(jià)格,優(yōu)異的遂寧安居--無縫方矩管和完善的服務(wù)來滿足廣大用戶的需求。依靠創(chuàng)新和優(yōu)良的品質(zhì),出優(yōu)異產(chǎn)品,創(chuàng)優(yōu)異效益,與您共創(chuàng)美好燦爛的明天!
點(diǎn)擊查看盛聯(lián)管業(yè)有限公司(安居分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
今年在遂寧市安居區(qū)購(gòu)買值得信賴的精密鋼管生產(chǎn)廠家有了新選擇,盛聯(lián)管業(yè)有限公司(安居分公司)始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的值得信賴的精密鋼管生產(chǎn)廠家產(chǎn)品。如需購(gòu)買或咨詢,請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:潘經(jīng)理-15106800538,QQ:1575013387,地址:開發(fā)區(qū)工業(yè)園。
廠家")
廠家")
廠家")
廠家")
廠家")
廠家")
廠家")
廠家")
廠家")
廠家")