
以下是:六角管_六角管的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 產地 聊城 規格 國標、非標 倉庫所在城市 聊城 計重方式 過磅 質量等級 六角管_六角管,金格金屬材料有限公司(石家莊分公司)為您提供六角管_六角管產品案例,聯系人:錢經理,電話:15166554446、15166554446,QQ:,發貨地:。 河北省,石家莊市 石家莊于民國十四年(1925年)建市,時名“石門市”,民國三十六年(1947年)更名為石家莊市。1968年,河北省會遷至石家莊市。境內京廣、石太、石德、石太客運專線、京廣高鐵、石濟高鐵6條鐵路干線交會,是中國鐵路運輸主樞紐城市,被譽為“南北通衢,燕晉咽喉”。石家莊是首批科技創新示范城市,半導體照明、衛星導航、動漫產業、生物醫藥產業基地,是全國文明城市、森林城市、中國旅游城市,境內的西柏坡是5A級景區,是解放戰爭時期中國革命的領導中心。
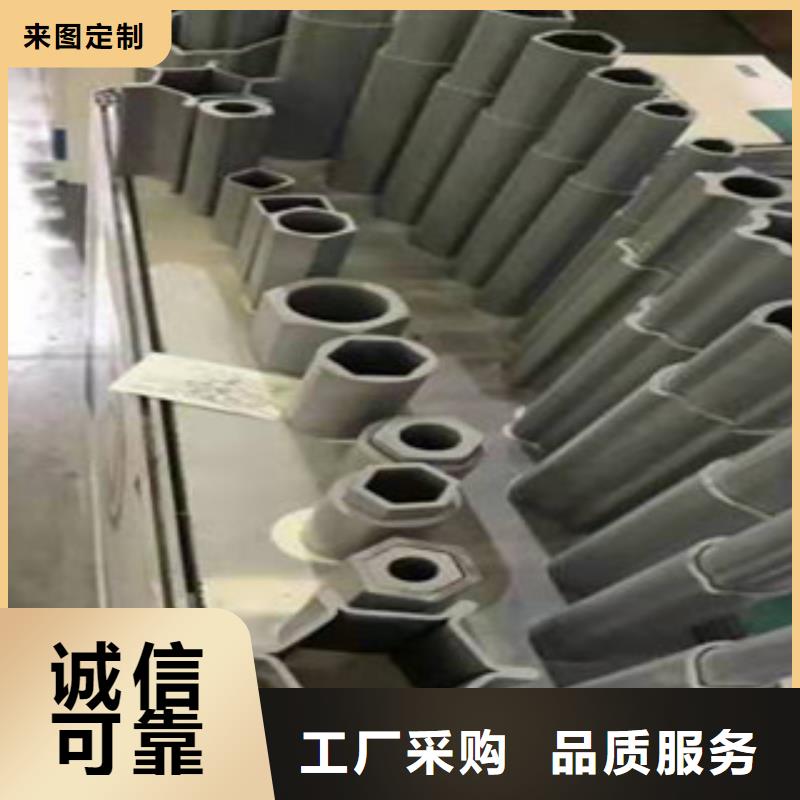
簡約設計,不簡單內涵。觀看我們的六角管_六角管產品視頻,用少的話語傳達真實的產品價值。以下是:六角管_六角管的圖文介紹
河北石家莊金格金屬材料有限公司成立以來,一直秉承著“合作共贏,共創未來”的服務宗旨,以“海納百川,包容天下”的恢弘氣魄和“立足創新,技術精煉”的追求精神,盡力盡情盡心的完善 無縫鋼管產品品質,以此公司的服務滿意度.
六角鋼管的波浪缺陷分析
六角鋼管在退火時可能會出現局部波浪形,表現為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質量、機組爐底輥磨損程度、加熱和冷卻時的熱應力等因素有關。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調整。
(二)在異型管生產過程中,通過高低牌號調整和爐內氣氛控制減少結瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調整為1-6-9-6-1。
(四)正常情況下,連退爐內帶鋼張力根據帶鋼規格計算設定,原則是保證帶鋼的穩定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內中間運行的軌跡,使帶鋼在爐內跑偏,嚴重時造成刮邊。來料出現不平度為1.5%的浪形時,爐內張力應適當調低。
(五)生產中要使爐子兩側燒嘴燃燒的數量一致且分布對稱,根據儀表顯示和火焰顏色調整燃燒狀態,使異型管帶鋼在無氧化爐內加熱均勻,以防止產生加熱浪形。
(六)碳套的使用周期根據生產規格和牌號可以有一定區別,生產牌號越高,碳套使用周期越短;生產規格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設定爐輥速度時,要考慮帶鋼的熱膨脹,根據對應爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。
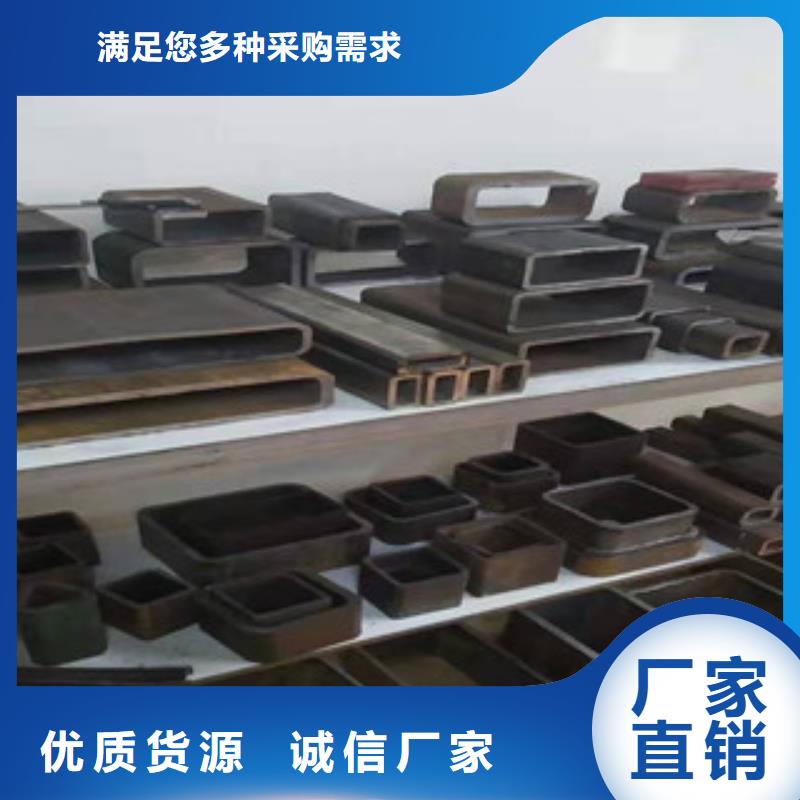
六角鋼管廠家在對六角鋼管進行加工的時候,通常會為了讓產品可以在各種不同情況下都能保證質量,就需要控制一些方面來應對這些情況。在操作冷拔機或者是矯直機之前,需要先把工作場所的垃圾全部都清理干凈,要保持工作臺的一個情節,而且在作業之前還要檢查各個軸承的出油量,以及各轉動軸軸孔里面還有多少油,要是沒有達到規定的高度則就要先把潤滑油加好。加工的時候要嚴格按照冷拔機的說明進行一定的操作,對于那種超過了冷拔尺寸的產品是補鞥呢進行加工的,因為如果強制操作會對冷拔機造成損傷的。另外就是模具要是經過了長時間的使用,然后導致磨損就需要換新的了,這樣才能保證產品的生產質量是合格的。
而說到的在六角鋼管廠家對冷拉方鋼進行加工的時候,需要控制的主要幾個方面就是六角鋼管應力控制,冷拔率測定控制要求,還有不同爐批的冷拔控制,以及冷拔速度控制。像對于幾種級別的鋼筋還有五號鋼在冷吧之后,作為預應力鋼筋使用就要控制冷拔應力,但是鋼筋冷拔之后經過檢查發現冷拔率超過了規定值,那么就還需要進行機械能試驗。而以冷拔率控制鋼筋冷拔時,控制值要由試驗確定。對于那種分不清爐批的鋼筋,在進行冷拔的時候就不能用冷拔率控制,而且要冷拔多根連接的鋼筋,每根的冷拔率和控制應力都要符合規范規定。如果要讓鋼筋充分變形,就要適當控制冷拔速度,同時冷拔到規定的應力和冷拔率以后,隨即停拉兩到三以后再放松結束冷拔,這樣可以給鋼筋充分變形的時間。
六角管_六角管_金格金屬材料有限公司(石家莊分公司),固定電話:15166554446,移動電話:15166554446,聯系人:錢經理,QQ:, 發貨到 河北省石家莊市。







