

以下是:規格齊全的冷拔無縫鋼管生產廠家的產品參數規格齊全的冷拔無縫鋼管生產廠家,豪天鋼管有限公司(平塘分公司)專業從事規格齊全的冷拔無縫鋼管生產廠家,聯系人:王經理,電話:13920961209、13920961209,QQ:837692653,發貨地:北辰開發區科技工業園,以下是規格齊全的冷拔無縫鋼管生產廠家的詳細頁面。 貴州省,黔南布依族苗族自治州,平塘縣 平塘縣,隸屬貴州省黔南布依族苗族自治州,東鄰獨山縣,南與廣西南丹縣毗鄰,西與惠水縣、羅甸縣相連,北與貴定縣、都勻市接壤,海拔高程710米,距獨山36千米,距都勻66千米,距羅甸122千米,距貴陽市193千米,距貴新高速公路35千米,所在經緯度為東經106°40'29"~107o26'19",北緯25°29'55"~26°06'41"。國土面積2806平方千米。截至2022年,平塘縣行政區劃為:9鎮1鄉1街道,縣人民政府駐金盆街道。根據第七次人口普查數據,截至2020年11月1日零時,平塘縣常住人口為234417人。
為了讓您更地了解我們的規格齊全的冷拔無縫鋼管生產廠家,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。以下是:規格齊全的冷拔無縫鋼管生產廠家的圖文介紹
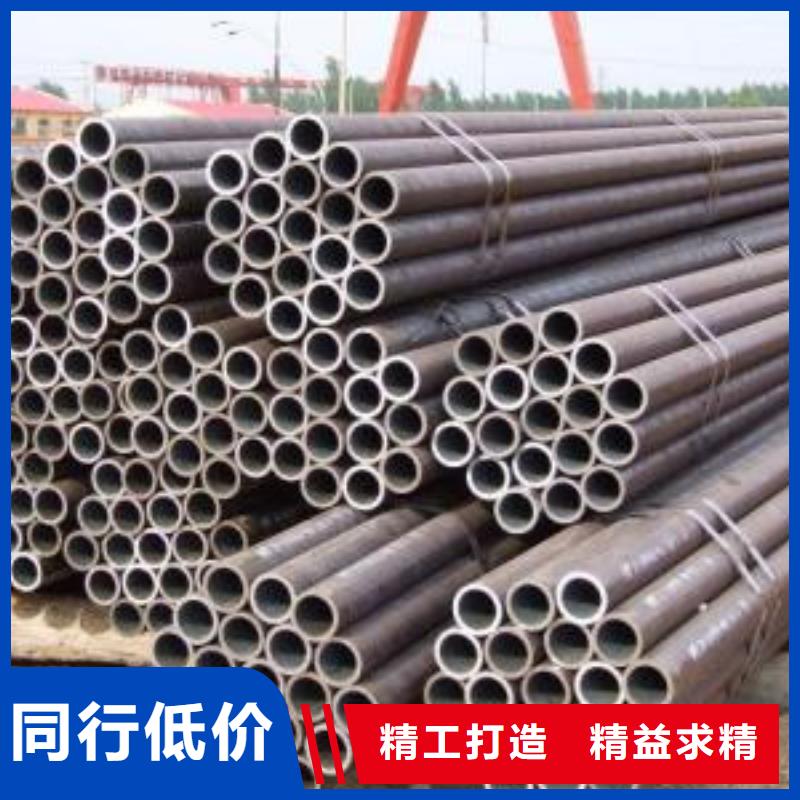
公司現有冷拔無縫鋼管生產線兩條可根據用戶需求定制非標國標冷拔無縫鋼管。 無縫鋼管在工農業生產與建設中發揮著重要的作用。無縫鋼管由整塊金屬制成的,表面上沒有接縫的鋼管,稱為無縫鋼管。 根據生產方法,無縫鋼管分熱軋管、冷軋管、冷拔管、擠壓管、頂管等。按照斷面形狀,無縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、帶翅管多種復雜形狀。 根據用途不同,有厚壁管和薄壁管。無縫鋼管主要用做石油地質鉆探管、石油化工用的裂化管、鍋爐管、軸承管以及汽車、拖拉機、航空用高精度結構鋼管。 那么,無縫鋼管是怎么生產出來的?無縫鋼管生產工藝流程是怎么樣的? 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管在我國鋼管業中具有重要的地位。 軋制無縫鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題,圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。 穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。 簡而言之,無縫鋼管生產工藝流程包括這幾道工序:管坯——切斷——加熱——穿孔——軋管——定(減)徑——矯直——切頭尾——檢驗——包裝——入庫。 中國好料——再生資源及金屬B2B交易平臺,快速無縫對接供需雙方,強強聯合打造全業態產業生態圈。目前平臺每月采購廢鋼高達10萬噸,歡迎全國廢鋼供應商、貿易商合作共贏! 對于賣貨的商家,中國好料會在貨物驗收合格3個工作日內付80%的貨款,收到增值稅專用發票后5個工作日內付剩余20%,確保雙方誠信交易。號:恒聚好料。
無縫鋼管按照生產工藝的不同可分為熱軋無縫鋼管和冷拔無縫鋼管兩類。二者的生產工藝有區別: ①熱軋無縫鋼管主要生產工序(△主要檢驗工序): 管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢)→入庫 ②冷軋(拔)無縫鋼管主要生產工序: 坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗 一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。 熱軋無縫管外徑一般大于32 mm,壁厚2.5~200 mm,冷軋無縫鋼管外徑可以到6 mm,壁厚可到0.25 mm,薄壁管外徑可到5 mm壁厚小于0.25 mm,冷軋比熱軋尺寸精度高。 一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱以熱處理狀態交貨。 熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230 mm左右,而經過粗軋和精軋,終厚度為1~20 mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
精密冷拔管是一種新型高技術節能產品。近年來,采用本項技術生產的精密鋼管已廣泛地應用于國內液壓、氣動缸,煤炭井下支架(支柱),石油泵管,千斤頂等制造領域。高精度冷拔精密鋼管的推廣應用對節約鋼材,提高加工工效,節約能源,減少液壓缸、氣缸加工設備投資有重要意義。 冷拔方式:生產高精度冷拔管──液壓缸體與傳統的切削工藝比較,具有以下特點:(1)生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。(3)金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。(4)能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。 生產工藝流程如下:進料——外觀檢查——機械清理——機械清理——退火——矯直——管頭加工——酸洗——中和——水洗——鱗化——皂化——拉拔——檢查——切定尺——珩磨——端部加工——矯直——總裝——試壓——裝箱 應用:(1)工程液壓機械:如液壓汽車吊、挖掘機、推土機、叉車等。(2)煤礦井下液壓支架:目前全國生產井下液壓支架的企業有48家,高精度冷拔管的總需求量約為120萬米。(3)水電站閘門啟閉機、模板機,特別是長江三峽工程在今后十年的需求很大。(4)建筑機械:高空作業升降機械,一般建筑的施工修繕也離不開液壓機械。(5)石油地質管:全國各油田每年需抽油泵3萬臺以上,年消耗高精度管20—40多萬米、此外還可用本項技術精整各類鉆桿。(6)兵器工業:軍工部門現在用旋壓方法加工槍炮管,旋壓方法生產率低而成本高,用冷拔方法生產則更為合適。(7)軸承行業:目前滾動軸承座圈的生產,以圓鋼為原料,切片后經沖壓制成。大軸承座圈還將實心棒料掏空來制作,金屬利用率不到40%,迫切需要高精度、軸承鋼厚壁管材。(8)汽車工業:95年傳動軸用精密管6000噸,半軸套管1萬噸和各種輸油管等。(9)航空工業:鋁合金飛機起落架管和厚壁鋼管等。(10)千斤頂行業:我國千斤頂制造有相當實力,出口創匯前景可觀。各生產企業目前千斤頂缸多采用實心棒料加工,生產效益低,材料浪費高,對高精度冷拔管需求迫切。(11)其他領域:各種印染輥、輥道托輥用管、不銹鋼管、鋁管、銅管、異型管及內外復合管等等均可采用本項技術生產。
黔南平塘豪天鋼管有限公司堅持“以科技為依托,以市場為導向,以質量求生存,以信譽求發展”的一貫宗旨,將質量品牌作為強大實力后盾,始終為客戶提供的 無縫鋼管產品和服務,堅持“以人為本”的發展理念,自主培養、社會吸取高等人才,使 無縫鋼管產品質量和技術方面處于行業帶頭地位。先后研發出一系列新工藝、新技術以提高產品質量和性能。
在黔南市平塘縣采買規格齊全的冷拔無縫鋼管生產廠家到豪天鋼管有限公司(平塘分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王經理-13920961209,QQ:837692653,地址:《北辰開發區科技工業園》。









