
以下是:冷拔無縫鋼管生產廠家_大量現貨的產品參數在廣西省柳州市采購冷拔無縫鋼管生產廠家_大量現貨請認準豪天鋼管有限公司(柳州分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:王經理-13920961209,QQ:837692653,地址:北辰開發區科技工業園)。 廣西壯族自治區,柳州市 柳州市,簡稱“柳”,廣西壯族自治區轄地級市,省域副中心城市,國務院批復確定的廣西壯族自治區中部重要中心城市。II型大城市,三線城市,位于廣西壯族自治區北部,地處北緯23°54′13″~26°03′13″,東經108°35′12″~110°10′20″之間,屬亞熱帶季風氣候,總面積18596平方千米。截至2022年末,柳州市常住人口419.12萬。截至2023年3月,柳州市轄5個市轄區,3個縣、2個自治縣,市人民政府駐城中區文昌路66號。
觀看我們的產品視頻,就像打開了一扇通往冷拔無縫鋼管生產廠家_大量現貨產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。以下是:冷拔無縫鋼管生產廠家_大量現貨的圖文介紹
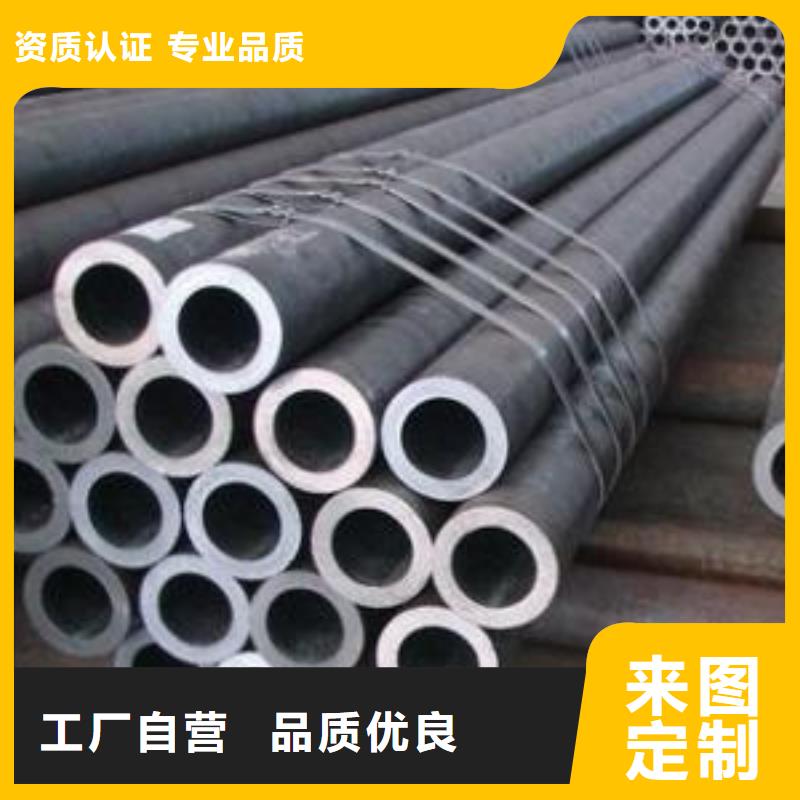
冷拔無縫鋼管是鋼管的一種,即其按生產工藝的不同分類的一種,區別于熱軋(擴)管。在毛管坯或原料管擴徑的過程中通過多道次的冷拔加工而成,通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。冷軋(撥)鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、機械加工管、厚壁管、小口徑加內模冷拔管其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。冷拔鋼管其外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm尺寸,精度以及表面質量均明顯優于熱軋(擴)管,但受工藝制約,其口徑以及長度均受到一定限制。
冷拔鋼管生產工藝
冷拔無縫鋼管,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對熱軋管材或焊接管進行深度加工的機組。
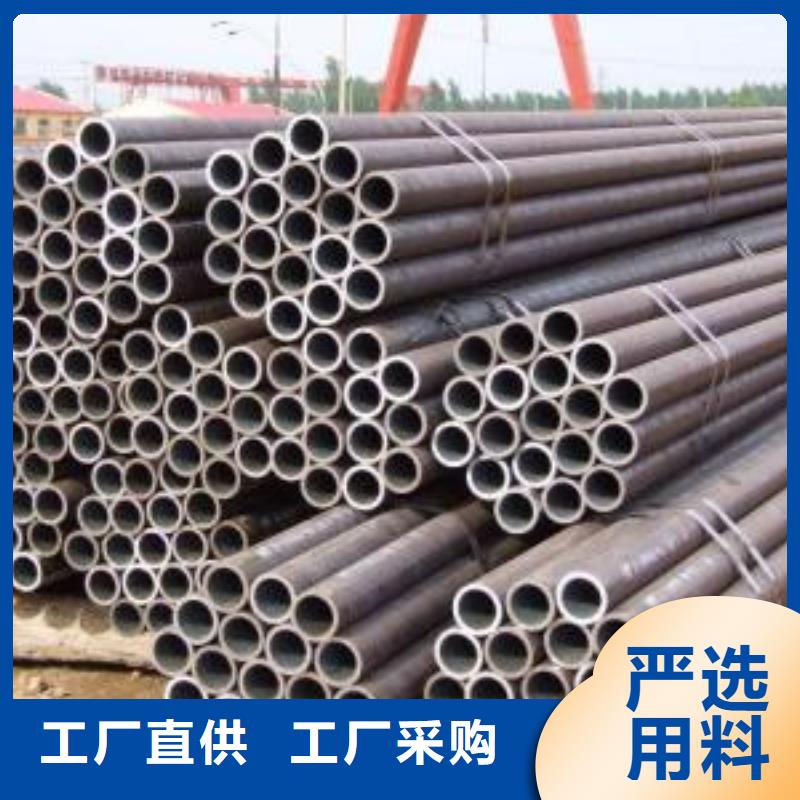
依據金屬的加工性能、管材尺寸、質量要求以及投資和效益來選擇不同的加工方法及相應的輔助工序。冷軋冷拔管的基本工序有:(1)管料供給,所用管料為熱軋成品管或半成品管、擠壓管以及焊接管;(2)管料準備,包括檢查、打捆、酸洗、清洗、沖洗、中和、烘干、涂潤滑劑等;(3)冷加工(冷軋或冷拔);(4)成品精整包括成品熱處理、矯直、取樣、切頭尾、檢查(人工檢查和各種探傷)、水壓試驗、涂油、包裝、入庫等。不同的產品精整內容有所差異。
冷加工管機組生產特點是管料從投入到加工成成品通常要經過多次冷變形并產生加工硬化,因而整個生產過程由多個準備工序和變形工序組成,且具有往復循環的特點,因而工序多,生產周期長、金屬消耗較大,生產效率較低,一般生產規模均不大。
在機組中同時配置冷拔和冷軋機有利于發揮它們各自的優點,特別是對生產不銹鋼等高合金鋼管和難變形的有色金屬管更為合理和必要。冷拔機有單根和多根直條拔管機以及卷筒拔管機(見卷筒拔管)。單根冷拔時管材的長度達50m,卷筒拔管時長達幾百米。冷拔機的噸位小為30kN,為7000kN。常規冷軋管機有二輥式冷軋管機和多輥式冷軋管機兩種。
冷拔鋼管標準化外徑允許偏差要求
實際偏差=實際尺寸一基本尺寸
冷拔鋼管標準化外徑允許偏差要求
1 冷拔鋼管外徑和壁厚
冷拔鋼管分熱軋(擠壓、擴)和冷拔(軋)兩種。其外徑和壁厚應符合GB/T 17395 的規定。
2 冷拔鋼管外徑和壁厚的允許偏差
冷拔無縫鋼管外徑和壁厚的允許偏差應符合表1 的規定。冷拔鋼管當需方事先未在合同中注明冷拔無縫鋼管尺
寸允許偏差時,冷拔無縫鋼管外徑和壁厚的允許偏差按普通級供貨。
根據需方要求,經供需雙方協商,并在合同中注明,可生產表 規定以外尺寸偏差的冷拔無縫鋼管。
廣西柳州豪天鋼管有限公司坐落在北辰開發區科技工業園,公司擁有的員工隊伍從高層管理到車間普通員工,他們的敬業精神配合我們人性化的考核式管理制度,從而保證我們的產品和服務能很好地呈現在客戶面前。 公司的主營產品: 無縫鋼管等系列產品;廣西柳州豪天鋼管有限公司全體員工用自己的執著、誠信和尊嚴,精心打造每一件產品。歡迎廣大客戶來電來涵,蒞臨指導。我們期待著與您的合作,讓我們攜手共進!
冷拔無縫鋼管焊接熱處理冷拔無縫鋼管可回收,符合環保、節能、節約資源的戰略,政策鼓勵擴大冷拔無縫管的應用領域。 目前我國冷拔無縫管消費量占鋼材總量的比重僅為發達的一半,冷拔無縫管使用領域擴大為行業發展提供更廣闊的空間。根據中國特鋼協會15CrMo鋼管分會的研究,未來我國高壓冷拔無縫管長材的需求年均增長可達10-12%。
冷拔無縫鋼管的焊接性
方案Ⅰ:焊接預熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進行局部熱處理。
方案Ⅱ:采用ER80S-B2L焊絲,T1G焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進行熱處理。
冷拔無縫鋼管焊后熱處理
采用方案Ⅰ焊接的試件,焊后應進行局部高溫回火處理。熱處理的工藝為:升溫速度為200℃/h,升到715℃保溫1小時15分鐘,降溫速度100℃/h,降到300℃后空冷。具體采用JL-4型履帶式電加熱器(1146×310)包繞焊縫,用硅酸鋁棉 [1] 層保溫,保溫層厚度50mm,溫度控制采用DJK-A型電加熱器自動控溫儀。
針對冷拔無縫管的焊接性的工作特點,根據以往的經驗,參照國外提供的焊接工藝卡,我們選擇了兩種方案進行焊接試驗。
冷拔無縫管系珠光體組織耐熱鋼,在高溫下具有較高的熱強性(δb≥440MPa)和抗氧化性,并具有一定的抗氫腐蝕能力。由于鋼中含有較高含量的Cr、C和其它合金元素,鋼材的淬硬傾向較明顯,焊接性差。
今年在廣西省柳州市購買冷拔無縫鋼管生產廠家_大量現貨有了新選擇,豪天鋼管有限公司(柳州分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的冷拔無縫鋼管生產廠家_大量現貨產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-13920961209,QQ:837692653,地址:北辰開發區科技工業園。






