

以下是:冷拔圓鋼量大從優的產品參數
產品參數 產品價格 4/kg 發貨期限 1-2天 供貨總量 12510 運費說明 電議 小起訂 1 質量等級 一級 是否廠家 是 產品材質 20# 產品品牌 闊恒鑫旺 產品規格 20-600 發貨城市 聊城 產品產地 山東 加工定制 可定制 產品型號 300 可售賣地 全國 產品重量 45kg 產品顏色 黑色 適用領域 用于機械、汽車、航空、航天等領域等 是否進口 否 連接方法 焊接 截面形狀 圓形 冷拔圓鋼量大從優,闊恒鑫旺供應鏈有限公司(黔南分公司)為您提供冷拔圓鋼量大從優,聯系人:亢女士,電話:15602087166、15602087166,QQ:906616896,請聯系闊恒鑫旺供應鏈有限公司(黔南分公司),發貨地:高新區許營鄉尹堂村164號。 貴州省,黔南布依族苗族自治州 黔南布依族苗族自治州曾是南方出海絲綢之路的重要通道,也是黔中通往川桂湘滇的故道,商賈云集、物流通達。黔南境內航空、鐵路、公路、河運縱橫交錯;黔南先后涌現出抗清名將遼東巡撫、山海關總兵丘禾嘉,護國先驅戴勘、黃齊生,中共一大代表鄧恩銘烈士等一批英雄人物;擁有森林公園6個、省級森林公園5個。
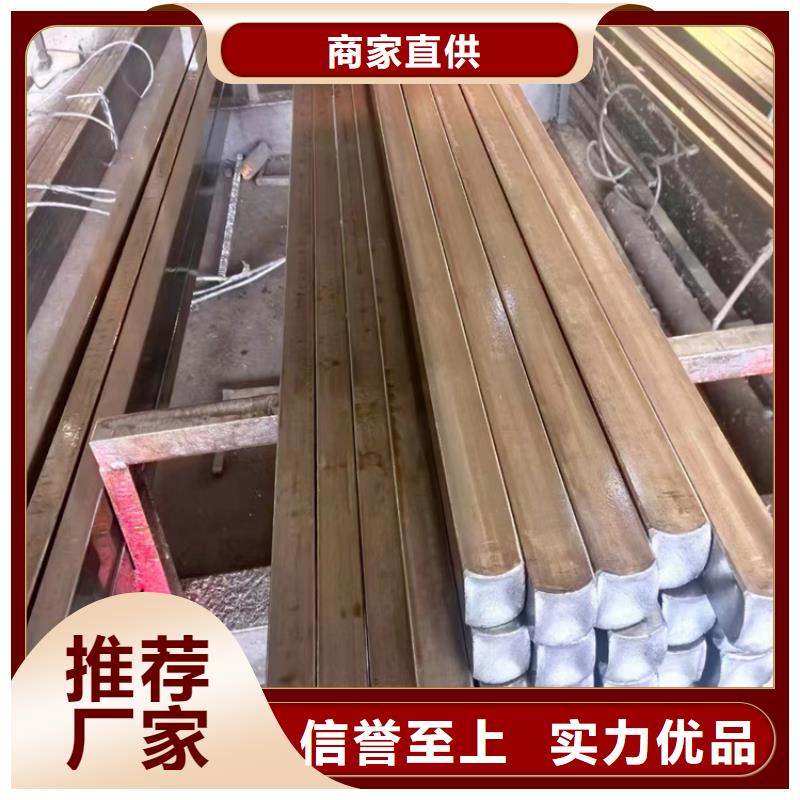
別再錯過任何細節!花費一分鐘觀看冷拔圓鋼量大從優產品視頻,讓您的購買決策更加明智。以下是:冷拔圓鋼量大從優的圖文介紹
冷拔鋼操作 ④為減少拔絲力和拔絲模孔損耗,抽拔時須涂以潤滑劑。一般在拔絲模前安裝一個潤滑盒,使鋼筋黏滯潤滑劑進入拔絲模。 ⑤拔線速度宜控制在50~70 m/min。鋼筋連拔不宜超過3次.如需再拔,應對鋼筋內應力,采用低溫(600℃~800℃)退火處理使鋼筋變軟。加熱后取出埋入砂中,使其緩冷,冷卻速度應控制在150℃/h以內。 ⑥拔絲的成品,應隨時檢查砂孔、溝痕、夾皮等缺陷,以便隨時更換拔絲模或調整轉速。?[1]
貴州黔南闊恒鑫旺供應鏈有限公司擁有一支專業的技術隊伍,并具有多年貴州黔南--降水井管生產銷售及售后服務的經驗。我公司不斷致力于新產品的開發,在滿足客戶需求的原則和社會發展需要上,與多家貴州黔南--降水井管廠家合作,推出質量、性能、價格公道組合的系列貴州黔南--降水井管產品,并贏得了廣大客戶的信賴和贊許。
3:不同爐批的冷拉控制: 對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定。 4:冷拔鋼速度控制: 要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5——1.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。 5:冷拉控制方法: 冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的鋼筋,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同一根鋼筋冷拉率也不一樣)冷拉質量得不到保證。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。但是,如果冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼筋要降低強度使用。對于預應力鋼筋必須采用雙控方法。
冷拔鋼是材料的一種加工工藝,對于金屬材料,冷拔指的是為了達到一定的形狀和一定的力學性能,而在材料處于常溫的條件下進行拉拔。冷拔的產品較之于熱成型有尺寸精度高和表面光潔度好的優點。 拉伸試驗中試樣成頸后的塑性變形過程。這時試樣的伸長表現為一個截面尺寸穩定的頸縮段沿試樣不斷擴展,直至整個試樣成為頸縮狀態。成頸發生在屈服點應力急劇下降階段。在 按拉拔時金屬的溫度分,在再結晶溫度以下的拉拔是冷拔,在再結晶溫度以上的拉拔是熱拔,在高于室溫低于再結晶溫度的拉拔是溫拔。冷拔是金屬絲、線生產中應用普遍的拉拔方式。熱拔時,金屬絲進入模孔前要加熱,主要用于高熔點金屬如鎢、鉬等金屬絲的拉拔。溫拔時,金屬絲也需要通過加熱器加熱到指定范圍的溫度才進入模孔進行拉拔,主要用于鋅絲、難變形的合金絲如高速鋼絲、軸承鋼絲的拉拔。
在貴州省黔南市采購冷拔圓鋼量大從優請認準闊恒鑫旺供應鏈有限公司(黔南分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:亢女士-15602087166,QQ:906616896,地址:高新區許營鄉尹堂村164號)。










