
以下是:庫存充足的焊接平臺生產廠家的產品參數在重慶市江北區采購庫存充足的焊接平臺生產廠家請認準偉業五金機械廠(江北分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-13603175737,QQ:250188005,地址:工業開發區)。 重慶市,江北區 2021年,江北區地區生產總值1507.1億元,按可比價計算增長8.5%,其中一、二、三次產業實現增加值1.2億元、315.1億元、1190.7億元,分別增長3.3%、7.6%、8.7%。三次產業結構比為0.1:20.9:79。
想要更直觀地感受庫存充足的焊接平臺生產廠家產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:庫存充足的焊接平臺生產廠家的圖文介紹
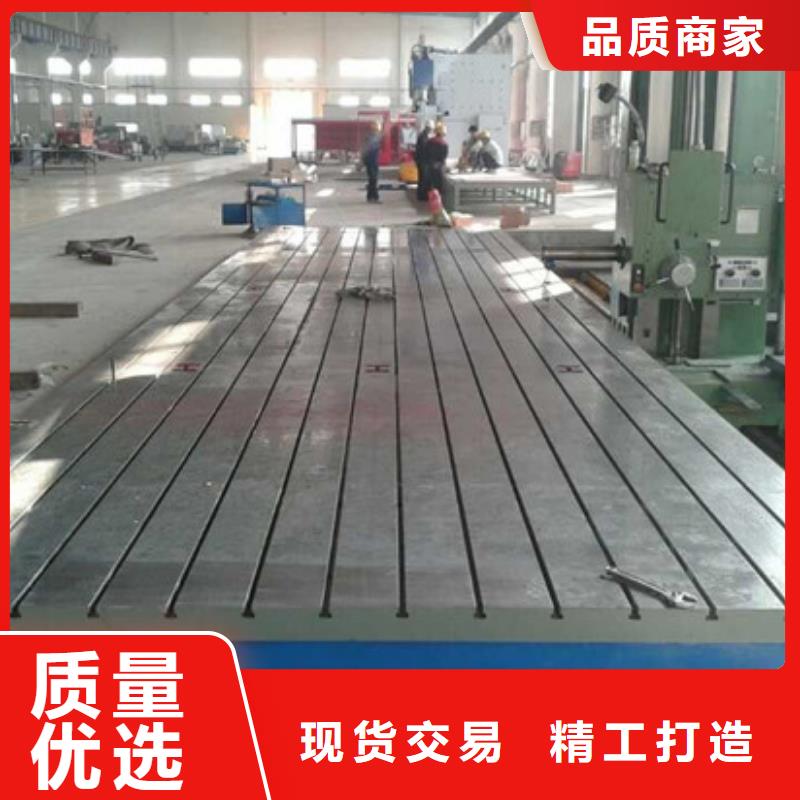
焊接平臺工作面根據客戶需求來設計,一般焊接平臺工作面精度要求不高,滿足需要焊接的工件就可以,工作面精度參照焊接平臺標準GB/T 22095-2008。焊接平臺材質一般為HT200或HT250,這兩種材質占到焊接平臺材質的98%以上,既能滿足焊接工件時的要求,又相對來說價格低廉,無論是焊接平臺的抗拉力、硬度、耐磨程度均能滿足焊接要求。
焊接平臺圖紙設計要根據客戶需求進行設計,依據焊接平臺標準GB/T 22095-2008,主要包括外形尺寸、承重大小、工作面T型槽尺寸、工作面精度等,外形尺寸越大,焊接平臺總體高度就越高,比如2000mm×4000mm的焊接平臺,T型槽開口36mm(使用M30的緊固螺栓),T型槽間距250mm,承重20噸以下;總高度可以設計300mm,工作面厚度100mm,加強筋板厚度30mm,加強筋板包含50mm×50mm翻沿在內高度150mm-170mm;焊接平臺整體重量7.5-8噸。
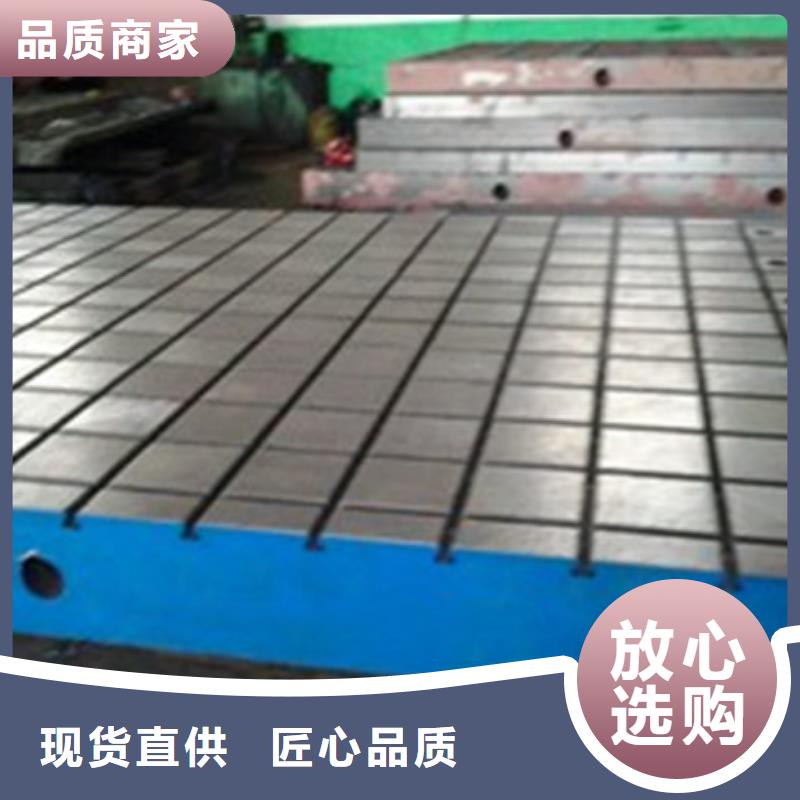
鑄鐵平臺工作面采用刮研工藝,工作面上可加工T形槽、圓孔、U形槽、V形槽、燕尾槽、長孔等。鑄鐵平臺按JB/T7974-1999標準制造,產品制成箱體式和筋板式,工作面有正方形、長方形或圓形。
鑄鐵平臺在經過刮研工藝中推動表座、工件比較順暢,無發澀感覺,方便了測量,保證了測量準確度。鑄鐵平臺的整體規格為8000mm×4000mm,大于此規格可以多塊拼接,使用磨損后可以重新修刮恢復其精度,可用涂色法檢驗零件平面度,具有準確、直觀、方便的優點。
鑄鐵平臺用于檢驗各種工件的平面度、垂直度、平行度等精密測量,鑄鐵平臺作為檢驗、劃線、裝配、焊接、試驗等工藝的基準平面,檢查零件的尺寸精度或形為偏差,并作緊密劃線。
鑄鐵平臺木制包裝,包裝前經防銹處理并妥善包裝,避免因包裝不善而在運輸過程中損壞產品。平板經檢定合格后,應附有產品合格證,產品合格證上應出廠日期和產品序號。
鉗工工作臺的主要作用安裝臺虎鉗和存放鉗工常用工具、量具、夾具。鉗工工作臺也叫鉗工平臺是鉗工常用的平臺,是鉗工工作的基礎平臺。
生產的鑄鐵平臺精度高,質量穩定。實型模型及工裝→實型鑄造→鑄件人工時效處理→粗加工→二次人工時效→精加工→人工刮研→檢驗合格→包裝。
鑄鐵平臺工作面采用刮研工藝,工作面上可加工V形、T型、U型槽、燕尾槽、和圓孔、長孔等。鑄鐵平臺設計、安裝、調試、驗收均按中華人民共和國“JB/T7974-1999”和JB/T7975-1999檢定標準及企業內控標準執行。產品制成筋板式和箱體式,工作面有長方形、正方形或圓形,材料灰鐵HT200-300。
鑄鐵平臺檢驗標準: 3級平板平臺在每邊為25㎜平方的范圍內不少于12點 2級平板平臺在每邊為25㎜平方的范圍內不少于20點。 0級1級平板平臺在每邊為25㎜平方的范圍內不少于25點。
鑄鐵平臺的表面質量用涂色法檢驗。鑄鐵平臺規格:300X300——-3000X8000(特殊規格可根據需方圖紙制作或雙方商定生產加工)。
鑄鐵平臺材料為高強度鑄鐵HT200-250工作面硬度為HB170-240。經過兩次處理(人工退火600——700度和自然時效2——3年,使鑄鐵平臺的精度穩定,耐磨性能好。
鑄鐵平臺精度按標準計量檢定規程執行,分別為0,1,2,3級四個級別,其中0級、1級、2級為檢驗平板,3級級精刨為劃線平板,這樣的劃分進一步保證了高精度平板的工藝性能和內在質量。鑄鐵平板是用于工件檢測或劃線的平面基準器具。平臺按其結構分為筋板式和箱體式。
合理的工藝:操作者要嚴格按工藝過程進行操作,歷求鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使鑄件順序凝固,以得到組織均勻的鑄件。
合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。
下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。 烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
檢驗平臺鑄造澆注過程的控制,通過以上環節的準備,就可進行澆注。
澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。 檢驗鑄鐵平板鑄造清理過程的控制,清理過程是鑄件冷卻后從鑄型中清理鑄件,以獲得表面無缺陷的鑄件。
重慶江北偉業五金機械廠擁有 焊接平臺領域‘’十余年‘’服務經驗的團體,公司致力打造研發,銷售一體化服務體系。以技術開發,運行,全國網絡為基礎。實現雙方利益化。在消費者當中享有較高的地位,公司與多家 焊接平臺原料制造商建立了長期穩定的合作關系。重信用、守合同、保證 焊接平臺產品質量,以提供綜合型解決方案和多品種經營特色遵循薄利多銷的原則,贏得了廣大客戶的信任。讓我們攜手與共,共創美好未來!
檢驗平臺生產灰鑄鐵件時,必須嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能必須按要求進行檢查和驗收。 鑄鐵鉚焊平板通常采用灰鑄鐵或球墨鑄鐵進行鑄造。
灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機械性能和鑄造性能被廣泛應用于鑄造行業中。要使用灰鑄鐵獲得合格的鑄造坯件,必須經過碾砂-造型-熔煉-澆注-清理-檢查等眾多環節,要保證鑄件的質量就必須控制好鑄造過程中的各個環節。 鑄鐵是一種片狀石墨的灰鑄鐵,只是制造原理同普通鑄鐵不同,增加了過程。
在低碳、硅成份的鐵水中加人適量的孕育劑,以抑制其過度石墨化。一般來說,原鐵水的含碳量在2.8~3.0%之間,由于鑄鐵含碳較低,多以爐料中加人足夠數量的廢鋼。硅的含量在0.9~1.5%之間,以便加大劑的加人量,以提高鑄件機械性能。含硫、錳量分別在0.08~0.12%和0.9~1.2%范圍時,若含錳量過高,鑄鐵中則出現滲碳體。
含磷量小于0.12%,若其含量高,會影響鑄件強度。
嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。
聯系人:李經理,電話:13603175737,偉業五金機械廠(江北分公司)在重慶市江北區本地專業從事庫存充足的焊接平臺生產廠家,重慶市江北區各個縣市以及周邊城市均可提供送貨上門服務!















